- 品牌
- 五金冲压件
- 型号
- 冲压
冲压加工零件的工艺流程通常包括以下几个步骤:材料准备、模具设计、模具制造、冲压加工、检验和包装。材料准备:冲压加工通常使用金属板材作为原材料,常见的材料有钢板、铝板、不锈钢板等。在冲压加工之前,需要对材料进行切割、矫直、清洗等处理,以确保材料的质量和尺寸满足要求。模具设计:模具是冲压加工的关键工具,它决定了终零件的形状和尺寸。模具设计需要考虑零件的形状、尺寸、材料特性等因素,同时还需要考虑到冲压机的工作范围和工艺要求。模具设计的目标是实现高效、精确的冲压加工。冲压能在短时间内完成大量零件的生产。弹片冲压模具设计

冲压工艺对材料的要求主要包括以下几个方面:材料的强度:冲压过程中,金属板材需要承受一定的压力和应力,因此材料的强度也是冲压工艺的重要要求。材料的强度越高,其抗拉、抗压和抗弯能力就越强,能够更好地适应冲压过程中的应力和变形。材料的韧性:冲压过程中,金属板材会发生塑性变形和弹性回复,因此材料的韧性也是冲压工艺的关键要求。材料的韧性越好,其在冲压过程中的变形能力和回弹能力就越强,能够更好地保持零件的形状和尺寸。揭阳弹片冲压制造工业设备的五金冲压件,保障了设备的正常运行。
随着科技的不断进步和工业生产的发展,冲压模具也在不断地发展和创新。未来冲压模具的发展趋势主要体现在以下几个方面:智能化:随着人工智能和物联网技术的发展,冲压模具将实现智能化生产和管理,提高生产效率和产品质量。精密化:随着市场对产品质量要求的不断提高,冲压模具的精度也将不断提高,满足更高精度的加工需求。环保化:环保已经成为现代工业生产的重要要求之一,冲压模具的设计和制造也将更加注重环保和可持续发展。
铆合模是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体的模具。铆合模在连接件加工中具有重要意义,能够实现高效、准确的连接,广泛应用于汽车、航空、电子等领域。此外,根据工序组合程度的不同,冲压模具还可以分为单工序模、复合模、级进模和传递模等。单工序模在一次行程中只完成一道冲压工序;复合模在同一个工位上同时完成两道或两道以上冲压工序;级进模在毛坯的送进方向上具有多个工位,逐次完成多道冲压工序;传递模则通过机械手传递系统实现产品的模内快速传递,提高生产效率。冲压的自动化程度越来越高,减少了人工干预。
按照结构形式分类:单工位模具:单工位模具是简单的一种模具结构,适用于简单的冲压工艺,只能完成一道工序的加工。它的结构简单、制造成本低,但生产效率较低。多工位模具:多工位模具是由多个工位组成的,可以同时进行多道工序的加工。它的生产效率高,适用于复杂的冲压工艺,但制造成本较高。组合模具:组合模具是由多个单独的模具组合而成,可以根据需要进行灵活组合,适用于多品种、小批量的生产。它的制造成本相对较低,但换模时间较长。五金冲压件的生产效率高,能满足大规模需求。云浮弹片冲压厂家
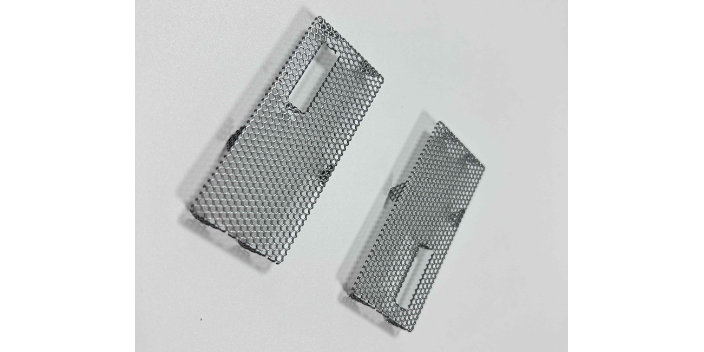
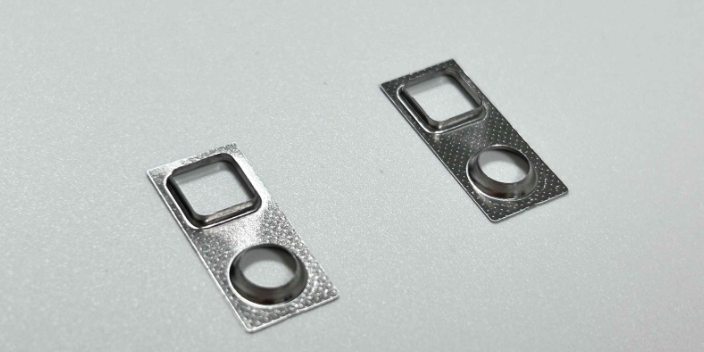
电子设备外壳常采用冲压工艺来保证尺寸的准确性。弹片冲压模具设计
随着工业的发展,对效率和精度的追求导致了自动化的激增。这种转变的关键是只需极少人工干预即可运行的机器。五金冲压在制作这些机器的各种零件方面发挥着重要作用。从齿轮和杠杆到外壳和支架,每个部件都要按照精确的尺寸进行冲压,以确保平稳运行。五金冲压的精确性确保了这些部件的完美配合,减少了磨损,延长了机器的使用寿命。在这样的环境中,所以即使是一个小故障也会导致严重的停机,冲压部件所提供的可靠性就显得弥足珍贵。弹片冲压模具设计
- 揭阳五金冲压生产厂家 2024-11-28
- 东莞弹片冲压模具设计 2024-11-28
- 湛江五金冲压加工 2024-11-28
- 珠海冲压 2024-11-28
- 珠海五金支架冲压模具价格 2024-11-28
- 高速冲压模具价格 2024-11-28
- 江门五金冲压模具价格 2024-11-28
- 湛江屏蔽件冲压加工 2024-11-28
- 五金支架冲压模具价格 2024-11-28
- 阳江连续冲压有哪些 2024-11-28
- 佛山高速冲压生产厂家 2024-11-28
- 惠州钣金冲压有哪些 2024-11-28



