- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
电镀金刚石砂轮主要用于以下方面:精密磨削:电镀金刚石砂轮由于其高硬度和耐磨性,特别适用于对硬质合金、陶瓷、玻璃等难加工材料进行精密磨削。这些材料在航空、航天、汽车、电子等领域有广泛应用,需要高精度的磨削加工来保证其性能和质量。镜面抛光:电镀金刚石砂轮能够实现对工件表面的镜面抛光,特别是对于光学元件、半导体材料等需要高精度表面处理的材料,电镀金刚石砂轮是实现镜面抛光的关键工具。超硬材料加工:金刚石是已知只硬的物质之一,因此电镀金刚石砂轮特别适合加工其他超硬材料,如立方氮化硼(CBN)等。这些材料在制造高精度刀具、模具等方面有重要应用。切割和开槽:电镀金刚石砂轮还可以用于切割和开槽等加工过程,特别是在石材加工、玻璃加工等领域,电镀金刚石砂轮以其高效率和高精度而备受欢迎。模具修复和修整:电镀金刚石砂轮也可用于模具的修复和修整工作,能够快速、准确地去除模具表面的磨损和缺陷,恢复模具的精度和性能。总之,电镀金刚石砂轮凭借其高硬度、耐磨性好、磨削效率高、加工精度高等特性,在多个领域都有广泛的应用。电镀金刚石砂轮,坚固耐用,降低维护成本。江西青铜电镀金刚石砂轮生产商

电镀金刚石砂轮的工作原理是利用电化学法,也称为金属复合电沉积过程(又称镶嵌电镀)。在电镀金刚石砂轮的制作过程中,首先是通过电解化学原理,采用电的阴阳极方法,将化学成分分解成阴阳离子,并在电的作用下,将离子固定在砂轮基体上,从而新形成一层物质。这个过程中,主要使用的是Ni-C0二元合金或Ni-Co-Mn三元合金电解液,以获得合金复合镀层,这种镀层具有比单金属Ni镀层更好的性能,如硬度、致密性、耐磨性、耐高温性等。在电镀过程中,金刚石磨料会在弱酸性溶液中吸附H+,并在电场作用下向阴极缓慢移动,只终吸附在阴极表面。此时,当Ni、Co、Mn等金属离子不断在阴极表面吸附时,会把吸附在阴极表面的金刚石不断包裹起来,形成金刚石复合镀层。这个过程中,基体及镀层必须具有与金刚石表面相似的结构,以使金刚石与基体及包裹镀层互相溶合成一体。电镀金刚石砂轮在制造完成后,其工作层会含有金刚石磨粒,这些金刚石磨粒被金属结合剂粘结在基体上,形成具有高效磨削能力的砂轮。青铜结合剂电镀金刚石砂轮生产厂家选用电镀金刚石砂轮,磨削工作更顺畅。

选择合适的电镀金刚石砂轮,可以考虑以下几个方面:金刚石粒度:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,因为粗磨磨削量大,粗糙度要求低,这样生产效率高。精磨时,应选择磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石种类:制作金刚石砂轮所用的金刚石磨具可选用天然金刚石或人造金刚石。结合剂类型:用于金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。金刚石黏结力大小和耐磨性强弱顺序依次:电镀金属结合剂>金属结合剂>陶瓷结合剂>树脂结合剂。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择金刚石砂轮时,粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,选择的金刚石浓度应该越高。砂轮外形:根据具体的应用场景,可能需要选择不同外形或形状的砂轮,如平行砂轮、筒形砂轮、杯形砂轮等。技术指标:电镀金刚石砂轮主要用于高级产品的精密加工领域,因此要求基体加工尺寸精度高,肉眼观察表面粗糙度小。
电镀金刚石砂轮相比传统金刚石砂轮的优势主要有以下几点:更强的结合力:电镀金刚石砂轮是通过使用电流将金刚石颗粒直接粘合到金属基材上制成的,这种结合方式提供了更强的结合力,使得金刚石颗粒在磨削过程中更不容易脱落。更高的磨削效率和精度:电镀金刚石砂轮通常更薄,这使得它们能够更快地去除材料并减少热量积聚,从而提高磨削效率。同时,由于其结合力强,金刚石颗粒分布均匀,因此能够提供更一致的切削性能,从而获得更高的磨削精度。更好的保形性和加工精度:电镀金刚石砂轮具有较好的保形性,能够在长时间磨削过程中保持稳定的形状和性能。这使得它特别适用于对加工精度要求较高的应用,如精密磨削和镜面抛光等。更长的使用寿命:由于金刚石颗粒与基材之间的结合力强,电镀金刚石砂轮的使用寿命通常更长。这减少了更换砂轮的频率,降低了生产成本。更广泛的应用范围:电镀金刚石砂轮适用于多种材料的磨削,包括硬质合金、玻璃、陶瓷等。同时,它们也适用于湿磨和干磨等多种磨削方式,具有更广泛的应用范围。总的来说,电镀金刚石砂轮在结合力、磨削效率、精度、保形性、使用寿命和应用范围等方面相比传统金刚石砂轮具有明显优势。电镀金刚石砂轮,高效去除材料,提升加工效率。
电镀金刚石砂轮的制造工艺主要是电化学法制作,具体工艺如下:首先,电镀金刚石砂轮的工作层含有金刚石磨粒,金刚石磨料通过电化学法被金属结合剂粘结在基体上。在这个过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),使得其厚度约为磨粒高度的2/3。然而,电镀金刚石砂轮在工作表面上金刚石浓度过大是一个需要解决的问题。为了调整金刚石在工作表面上的浓度,可以采用金刚石磨料预先和填料混合的方法。这些填料可以是盐类、玻璃球或磁铁颗粒。在粘结后,通过溶解法、升华法或磁场法去除填料,以调整金刚石在工作表面上的浓度。虽然只有单层金刚石,但仍有足够寿命;对于精度要求较高滚轮砂轮,电镀是只有制造方法。然而,电镀金刚石砂轮也存在一些缺点。由于镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,磨料实际上只被机械包埋镶嵌在镀层金属中,因此把持力较小。在高效磨削时,金刚石颗粒负荷较重,易脱落(或镀层成片剥落),从而导致整体失效。为了增加把持力,就需要增加镀层厚度,但这会减小磨粒裸露高度和容屑空间,使得砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。电镀金刚石砂轮,快速去除材料,缩短加工时间。山东烧结类电镀金刚石砂轮价格
电镀金刚石砂轮,适用于高速磨削和重负荷加工。江西青铜电镀金刚石砂轮生产商
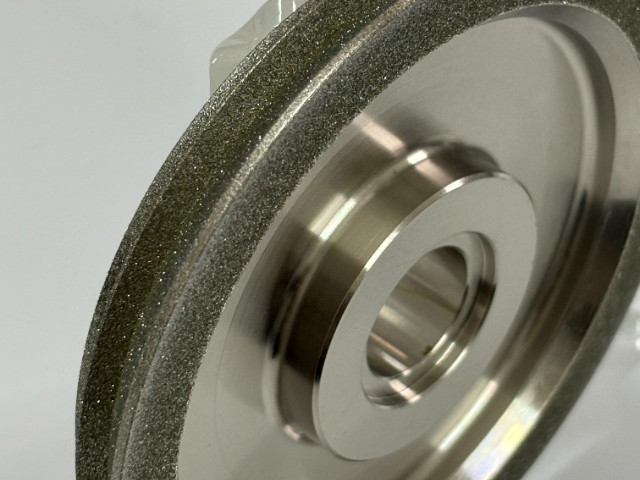
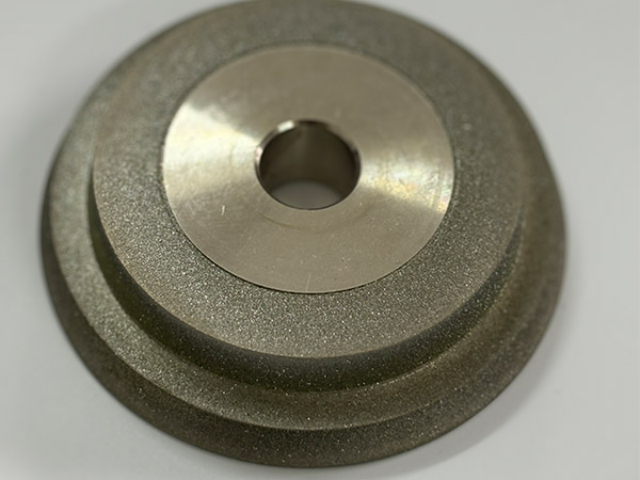
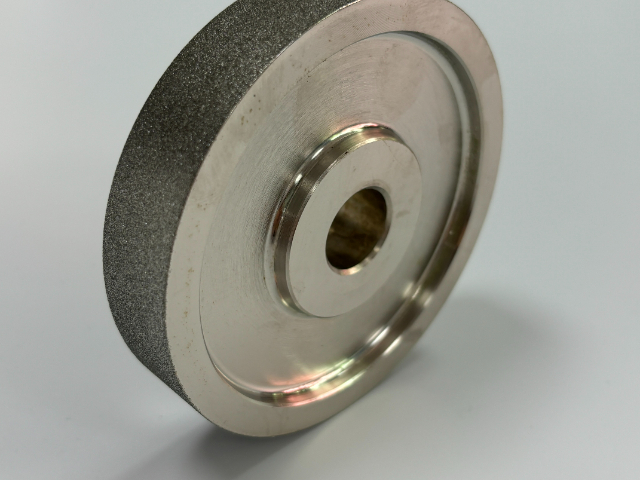
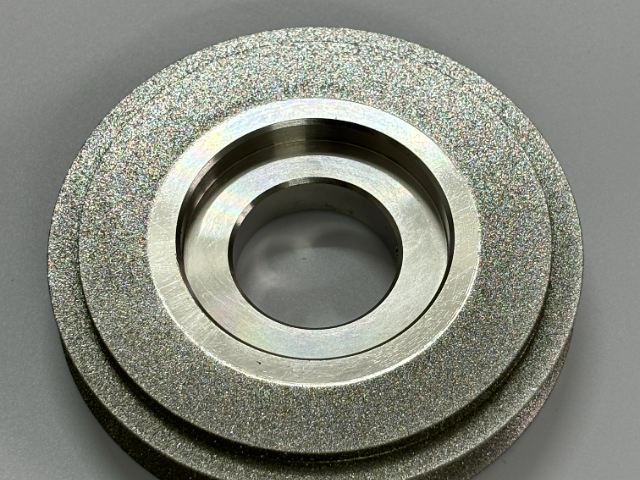
电镀金刚石砂轮是用电化学法制作的金刚石砂轮。它的工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。特性:硬度高:金刚石是地球上只硬的物质之一,电镀金刚石砂轮具有极高的硬度和热稳定性,可以适用于高速和高温的磨削场合。寿命长:电镀金刚石砂轮的使用寿命比普通的氧化铝砂轮更长,磨削效率更高。表面质量好:电镀金刚石砂轮磨削出来的工件表面光洁度高,不易产生划痕和松散颗粒。精度高:电镀金刚石砂轮具有更好的保形性,能够在长时间磨削过程中保持稳定的形状和性能,因此能够提供更高的加工精度。操作简便:电镀金刚石砂轮无需修整,使用方便。环保和节能:电镀金刚石砂轮磨削时工作台不接触工件,解决了传统磨削方式效率低、噪音大、易粉尘污染、操作困难等问题,更环保和节能。用途:机械加工工业:电镀金刚石滚轮已成功地应用于修整成形磨削用的普通砂轮或者直接对工件进行成型磨削,并很多地用于加工曲轴、轴承、液压阀件等。电气电子工业:电镀金刚石内圆和外圆切割片是切削半导体等硬脆的贵重材料的比较好工具。玻璃工业:电镀金刚石砂轮可用于光学玻璃板材上掏取各种规格的光学仪器镜头的圆坯,以及在普通平板玻璃上进行磨边、钻孔、扩孔等。江西青铜电镀金刚石砂轮生产商
- 黑龙江碗型电镀金刚石砂轮生产商 2024-12-21
- 河南金属结合剂电镀金刚石砂轮定做 2024-12-21
- 平行电镀金刚石砂轮厂商 2024-12-20
- 江苏磨钨钢电镀金刚石砂轮生产厂家 2024-12-19
- 西藏烧结电镀金刚石砂轮厂商 2024-12-19
- 重庆陶瓷电镀金刚石砂轮价格 2024-12-19
- 天津碗型电镀金刚石砂轮厂商 2024-12-17
- 河南电镀电镀金刚石砂轮价格 2024-12-17
- 青海平行烧结电镀金刚石砂轮厂家 2024-12-17
- 内蒙古烧结电镀金刚石砂轮价格 2024-12-17
- 陕西铸铁烧结电镀金刚石砂轮定做 2024-12-16
- 上海烧结异形电镀金刚石砂轮 2024-12-16