- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
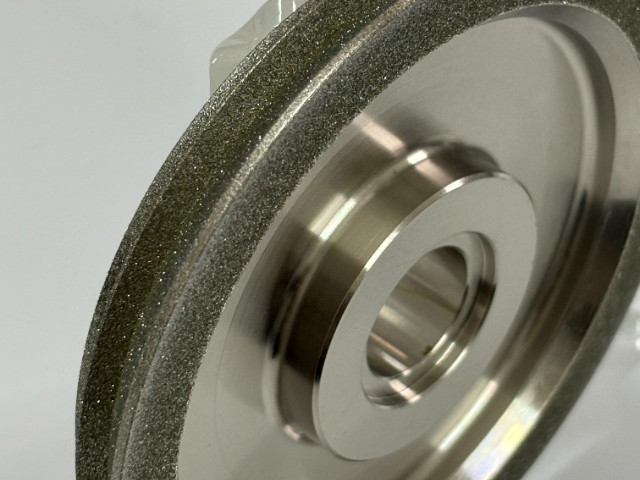
电镀金刚石砂轮是一种高性能的磨削工具,主要用于各种材料的精密磨削和抛光。以下是电镀金刚石砂轮的主要用途:硬质材料的磨削:电镀金刚石砂轮特别适用于硬质材料的磨削,如硬质合金、陶瓷、玻璃等。由于其高硬度和耐磨性,它能有效去除这些材料表面的物质,并保持磨削面的平整度和精度。高精度磨削:电镀金刚石砂轮在磨削过程中能保持较好的形状和精度,因此特别适用于需要高精度磨削的场合,如光学元件、精密模具、高精度零件等的加工。超硬材料的加工:金刚石是已知只硬的物质之一,因此电镀金刚石砂轮特别适用于加工超硬材料,如硅、碳化硅、氮化硅等,这些材料在半导体、光伏、陶瓷等领域有广泛应用。高速磨削:电镀金刚石砂轮由于其良好的导热性和高硬度,能够在高速磨削条件下保持良好的性能,提高加工效率。镜面抛光:电镀金刚石砂轮在抛光过程中能形成较细的磨削颗粒,使被加工表面达到镜面效果,适用于精密零件和光学元件的抛光。工具磨削:电镀金刚石砂轮也常用于工具磨削,如钻头、铣刀、丝锥等工具的刃磨和修整。总的来说,电镀金刚石砂轮以其高硬度、耐磨性好、磨削效率高、加工精度高等特点,在多个领域都有广泛的应用。电镀金刚石砂轮,适用于各种复杂形状的工件磨削。海南烧结式电镀金刚石砂轮定制
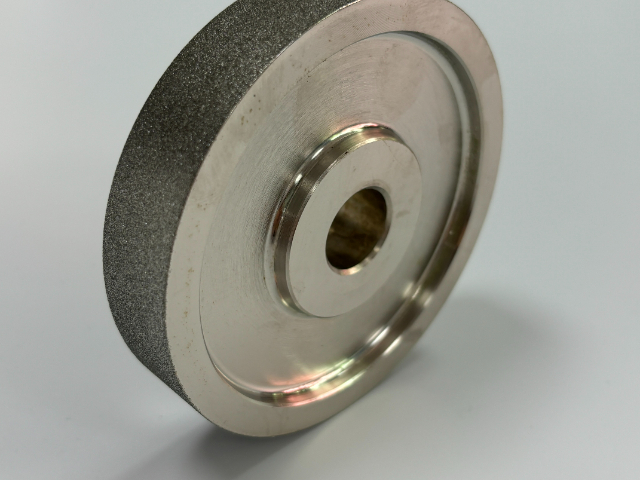
电镀金刚石砂轮主要适用于研磨具有高硬度和脆性的材料,如玻璃、陶瓷、非金属材料等。它在电子、光学、航空航天等领域有广泛的应用。电镀金刚石砂轮硬度高、寿命长、表面质量好,特别适用于高精度和高光洁度的磨削,如超精密磨削、镜面抛光等。此外,电镀金刚石砂轮也常用于硬质合金、半导体硅片、金刚石复合片、金刚石刀具、新型工程结构陶瓷、宝石、水晶、磁性材料等高硬脆材料的机械加工中,并取得了良好的使用效果。请注意,尽管电镀金刚石砂轮性能优越,但在使用时仍需根据具体磨削材料的硬度、磨削方式和磨削量选择合适的砂轮规格和细度。陕西碗形电镀金刚石砂轮批发电镀金刚石砂轮,为您的工件提供完美的磨削效果。

金刚石电镀磨头是通过将金刚石颗粒通过电化学沉积技术附着在金属基体表面得到的一种新型磨具,因此可以说金刚石电镀磨头是使用金刚砂(金刚石颗粒)生产的。这种磨头具有硬度、强度和耐磨性都十分优异的特点,具有较强的材料研磨能力,广泛应用于机械加工领域,如手机玻璃、手机保护屏的打孔、扩孔、切割等工序。金刚石电镀磨头的制作工艺包括材料选用、金刚石颗粒分散等步骤,其中金刚石颗粒的品质直接影响到成品的硬度和寿命。以上信息只供参考,如需更专业的解释,建议咨询金刚石电镀磨头生产厂商或相关领域的专业。
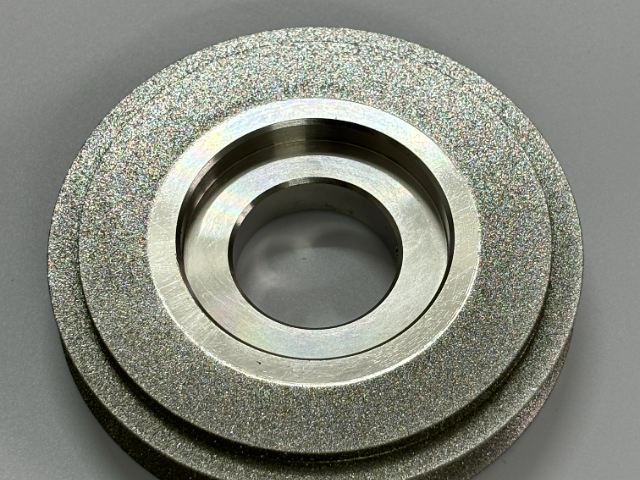
金刚石砂轮原材料的深度解析。基体是金刚石砂轮的支撑部分,其质量和性能对砂轮的整体性能有着重要影响。基体材料的选择应根据具体的应用场景和磨削需求来确定。钢材基体:钢材基体具有较高的强度和韧性,能够承受较大的磨削力和冲击力。钢材基体金刚石砂轮适用于粗加工和高速磨削等场景。铝合金基体:铝合金基体具有较轻的质量和较好的导热性能,适用于精密磨削和高速磨削等场景。电木基体:电木基体具有良好的绝缘性能和耐热性能,适用于需要绝缘和耐高温的磨削场景。综上所述,金刚石砂轮的原材料包括金刚石磨料、结合剂和基体等。这些原材料的选择和搭配将直接影响到金刚石砂轮的性能和应用范围。因此,在制造金刚石砂轮时,应根据具体的应用场景和磨削需求来选择合适的原材料,以确保砂轮的性能和稳定性。电镀金刚石砂轮,高效率节能,减少能源消耗。
一、使用前准备检查金刚石砂轮:确保砂轮无明显裂痕、破损或变形,如有异常,应立即更换。检查砂轮安装:确保砂轮安装牢固,无松动现象。检查磨床:确保磨床各部件完好,无异常现象,特别是磨床主轴的精度和稳定性。检查防护装置:确保磨床防护装置齐全、完好,能够有效防止砂轮碎片飞溅。二、使用过程中注意事项严格遵守操作规程:操作人员必须熟悉并遵守金刚石砂轮的使用规程和磨床的操作规程。控制进给速度:根据加工材料和砂轮的性能,合理控制进给速度,避免过快或过慢。保持冷却液充足:在磨削过程中,应确保冷却液充足,以降低砂轮温度,延长使用寿命。避免砂轮空转:在启动磨床前,应确保砂轮与工件之间有足够的接触面积,避免砂轮空转。定期检查砂轮磨损情况:在磨削过程中,应定期检查砂轮的磨损情况,如有必要,应及时更换砂轮。三、安全注意事项穿戴防护用品:操作人员必须穿戴防护眼镜、防护手套等防护用品,确保人身安全。禁止无关人员靠近:在磨削过程中,应禁止无关人员靠近磨床,以免发生意外。紧急停机:在发生异常情况时,应立即按下紧急停机按钮,停止磨床运行。砂轮破裂处理:如砂轮发生破裂,应立即停机,并清理现场,确保无碎片残留。电镀金刚石砂轮,助您提升生产效率和产品质量。安徽烧结电镀金刚石砂轮生产商
这款砂轮的电镀工艺独特,确保金刚石颗粒的均匀性。海南烧结式电镀金刚石砂轮定制
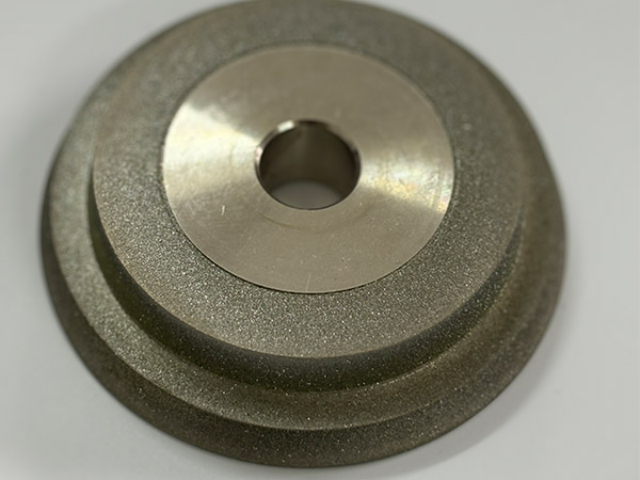
选择合适的电镀金刚石砂轮时,需要考虑以下几个关键因素:工件材料和加工要求:根据工件的材料和加工要求来选择合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的比较好磨具。如果需要磨削钢料,则不能选择金刚石砂轮,因为金刚石在700℃~800℃时容易碳化,此时应选择CBN砂轮。金刚石粒度:粗磨时,应选择磨料较粗的砂轮,以提高生产效率。细磨时,则选择磨粒较细的砂轮,以满足精度要求。接角面大的、变形量大的或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。硬度:根据工件硬度选择合适的砂轮硬度。工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。当磨削温度高,冷却条件差时,也应选用较软的砂轮,以避免对工件造成烧伤。金刚石种类:可选择天然金刚石或人造金刚石,具体根据使用场景和需求决定。结合剂类型:考虑金刚石固结砂轮的结合剂类型,如树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂等,不同结合剂有不同的黏结力和耐磨性。金刚石浓度:根据工件精度和磨削效率的要求,选择合适的金刚石浓度。粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,可以选择更高的金刚石浓度。海南烧结式电镀金刚石砂轮定制
- 黑龙江碗型电镀金刚石砂轮生产商 2024-12-21
- 河南金属结合剂电镀金刚石砂轮定做 2024-12-21
- 平行电镀金刚石砂轮厂商 2024-12-20
- 江苏磨钨钢电镀金刚石砂轮生产厂家 2024-12-19
- 西藏烧结电镀金刚石砂轮厂商 2024-12-19
- 重庆陶瓷电镀金刚石砂轮价格 2024-12-19
- 天津碗型电镀金刚石砂轮厂商 2024-12-17
- 河南电镀电镀金刚石砂轮价格 2024-12-17
- 青海平行烧结电镀金刚石砂轮厂家 2024-12-17
- 内蒙古烧结电镀金刚石砂轮价格 2024-12-17
- 陕西铸铁烧结电镀金刚石砂轮定做 2024-12-16
- 上海烧结异形电镀金刚石砂轮 2024-12-16