长时间使用,会让拉伸弹簧的形状以及性能都发生变化,如果一直处于某种情况下,拉伸弹簧可能会因外部条件而发生质上的变化,一般都有以下情况:拉伸弹簧的磨损:磨损分为,磨料,疲劳和腐蚀磨损断裂,腐蚀疲劳断裂:拉伸弹簧在循环截荷和腐蚀介质共同作用下发生断裂。应力腐蚀断裂:在拉应力和腐蚀介质共同作用下引起拉伸弹簧断裂现象。脆性断裂:弹簧断裂中绝大部分属于脆性断裂,只有当工作温度较高时,才有可能出现塑性断裂,在工程上把疲劳断裂,应力腐蚀断裂及氰脆断裂等称为脆性断裂。氰脆,镉脆,黑脆:由于弹簧材质中有杂质含量过高引起的脆断。拉伸弹簧疲劳断裂弹簧在循环载荷作用下的断裂根据弹簧需承受的力量和环境的来选择材料,例如,304耐腐蚀能力强,琴钢丝抗拉强度高,SUS631材质耐高温。广东不锈钢304拉伸弹簧出售
弹簧的等温淬火:对于直径较小或淬透性足够的弹簧可采用等温淬火,它不仅能减少变形,而且还能提高韧性。在等温淬火后再进行一次回火,可提高弹性极限。弹簧的松弛处理:弹簧长时间在外力作用下工作,由于应力松弛,会产生微量的(塑性)变形,特别是高温工作的弹簧,在高温下应力松弛现象更为严重,使弹簧的精度降低,这对一般精密弹簧是不允许的。因此,这类弹簧在淬火、回火后应进行松弛处理。热处理工艺:对弹簧预先加载荷,使其变形量超过弹簧工作时可能产生的变形量。然后在高于工作温度20℃的条件下加热,保温8~24h。形变热处理:形变热处理是将钢的变形强化与热处理强化两者结合起来,进一步提高钢的强度和韧性。高温形变热处理是在稳定的奥氏体状态下产生形变后立即淬火,也可与锻造或热轧结合起来,即热成型后立即淬火。喷丸处理:喷丸处理是目前应用的改善弹簧表面质量的方法之一。弹簧要求有较高的表面质量,划痕、折叠、氧化脱碳等表面缺陷往往会成为弹簧工作时应力集中的地方和疲劳断裂源。若用细小的钢丸高速喷打弹簧表面,进行喷丸处理,不仅改善弹簧表面质量,提高表面强度,使表面处于压应力状态,从而提高弹簧疲劳强度和使用寿命东莞拉力弹簧我司可生产的弹簧线径范围:0.08-5.0mm!

电镀镍的特点、性能、用途:1、电镀镍层在空气中的稳定性很高,由于金属镍具有很强的钝化能力,在表面能迅速生成一层极薄的钝化膜,能抵抗大气、碱和某些酸的腐蚀。2、电镀镍结晶极其细小,并且具有优良的抛光性能。经抛光的镍镀层可得到镜面般的光泽外表,同时在大气中可长期保持其光泽。所以,电镀层常用于装饰。3、在电镀中,由于电镀镍具有很多优异性能,其加工量仅次于电镀锌而居第二位,其消耗量占到镍总产量的10%左右。4、镍镀层的硬度比较高,可以提高制品表面的耐磨性,在印刷工业中常用镀镍层来提高铅表面的硬度。由于金属镍具有较高的化学稳定性,有些化工设备也常用较厚的镇镀层,以防止被介质腐蚀。镀镍层还广泛的应用在功能性方面,如修复被磨损、被腐蚀的零件,采用刷镀技术进行局部电镀。采用电铸工艺,用来制造印刷行业的电铸版、唱片模以及其它模具。厚的镀镍层具有良好的耐磨性,可作为耐磨镀层。尤其是近几年来发展了复合电镀,可沉积出夹有耐磨微粒的复合镍镀层,其硬度和耐磨性比镀镍层更高。若以石墨或氟化石墨作为分散微粒,则获得的镍-石墨或镍-氟化石墨复合镀层就具有很好的自润滑性,可用作为润滑镀层。
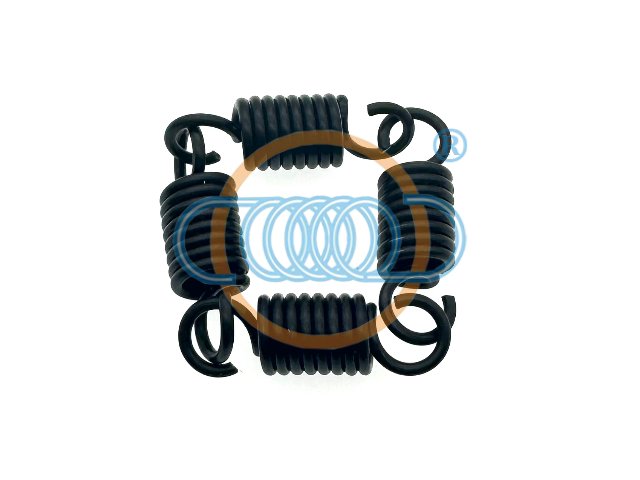
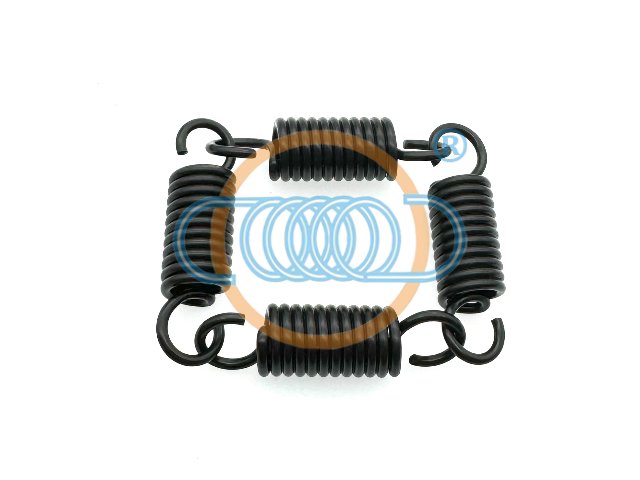
弹簧电镀的工艺流程包括:打磨、清洗、电解处理、电镀、清洗、热处理等步骤。具体过程如下:1.打磨:根据弹簧的不同材质和电镀要求,选择合适的打磨材料对弹簧进行表面处理,以便于后续的清洗、电解处理和电镀。2.清洗:通过浸泡在清洗剂中或者喷淋清洗,去除表面污垢和油脂,保证电镀质量。3.电解处理:使用不同的酸碱度和电压对铜、镍等金属进行电解处理,以便于后续的电镀。4.电镀:将弹簧浸入电镀液中,利用镍、铬等金属离子的还原作用,通过电极反应使金属镀在弹簧表面,形成弹簧电镀层。5.清洗:用水和清洗剂将电镀后的弹簧表面清洗干净,以便于后续的热处理。6.热处理:对已经电镀的弹簧进行高温处理,使得电镀层与弹簧本身更好地结合,提高弹簧的强度和耐腐蚀性。拉簧钩环既要满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。

为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。玖胜弹簧生产厂家,20年的定制经验,值得信赖。广东不锈钢304拉伸弹簧出售
拉伸弹簧的材质决定了其适用场景和寿命。广东不锈钢304拉伸弹簧出售
拉伸弹簧的拉伸极限是指该弹簧所能够承受的比较大拉力,超过这个拉力,弹簧就会变形(失效)他的计算方式是:拉伸弹簧劲度系数(K),然后又K=F/X,得弹力F=KX,记住X是位移的变法量。弹性极限:即弹簧弹性形变极限。弹性形变:弹簧能恢复自由长度的形变。超过弹性极限,弹簧就无法恢复自由长度,此时不在为弹性变形,简言之,弹簧被拉坏了,夸张一点,弹簧被拉直了,拉直之后,你拉的就是一条钢丝。因此达到弹性极限后,拉力是会变的,不会恒定的。广东不锈钢304拉伸弹簧出售