- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
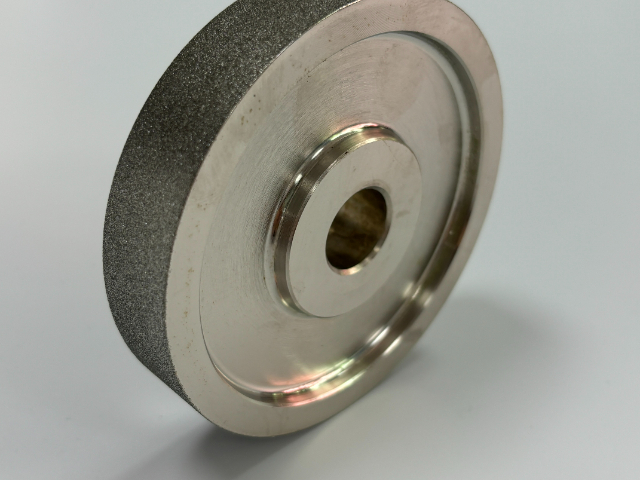
- 电镀
电镀金刚石砂轮的优势主要体现在以下几个方面:高硬度与耐磨性:金刚石是已知只硬的材料之一,因此电镀金刚石砂轮具有极高的硬度和耐磨性,能够长时间保持锋利,适用于加工各种硬脆材料。高加工精度:电镀金刚石砂轮由于金刚石颗粒的均匀分布和牢固的电镀结合,能够保持稳定的磨削性能,提供高精度和高光洁度的加工表面。高加工效率:金刚石的高导热性和低热膨胀性使得电镀金刚石砂轮在高速磨削时能够保持较低的磨削温度,避免工件烧伤,从而提高加工效率。无需修整:与某些其他类型的砂轮相比,电镀金刚石砂轮在使用过程中无需频繁修整,降低了使用成本和维护工作量。长寿命:由于金刚石的高硬度和耐磨性,电镀金刚石砂轮的使用寿命相对较长,能够降低更换砂轮的频率和成本。环保性:电镀金刚石砂轮在使用过程中产生的磨削废液相对较少,对环境的影响较小,符合绿色制造和可持续发展的要求。需要注意的是,电镀金刚石砂轮在制造和使用过程中也需要注意一些问题,如电镀层的均匀性和牢固性、金刚石颗粒的选择和分布等,以确保其比较好性能和稳定性。高精度磨削,电镀金刚石砂轮好帮手。海南磨钨钢电镀金刚石砂轮定做

电镀金刚石砂轮主要用于以下方面:精密磨削:电镀金刚石砂轮由于其高硬度和耐磨性,特别适用于对硬质合金、陶瓷、玻璃等难加工材料进行精密磨削。这些材料在航空、航天、汽车、电子等领域有广泛应用,需要高精度的磨削加工来保证其性能和质量。镜面抛光:电镀金刚石砂轮能够实现对工件表面的镜面抛光,特别是对于光学元件、半导体材料等需要高精度表面处理的材料,电镀金刚石砂轮是实现镜面抛光的关键工具。超硬材料加工:金刚石是已知只硬的物质之一,因此电镀金刚石砂轮特别适合加工其他超硬材料,如立方氮化硼(CBN)等。这些材料在制造高精度刀具、模具等方面有重要应用。切割和开槽:电镀金刚石砂轮还可以用于切割和开槽等加工过程,特别是在石材加工、玻璃加工等领域,电镀金刚石砂轮以其高效率和高精度而备受欢迎。模具修复和修整:电镀金刚石砂轮也可用于模具的修复和修整工作,能够快速、准确地去除模具表面的磨损和缺陷,恢复模具的精度和性能。总之,电镀金刚石砂轮凭借其高硬度、耐磨性好、磨削效率高、加工精度高等特性,在多个领域都有广泛的应用。海南磨钨钢电镀金刚石砂轮定做电镀金刚石砂轮,为您的加工过程提供强大支持。

电镀金刚石砂轮主要用于研磨具有高硬度和脆性的材料,例如玻璃、陶瓷、非金属材料等。它在电子、光学、航空航天等领域有广泛的应用。此外,电镀金刚石砂轮也适用于磨削硬质合金、半导体硅片、金刚石复合片、金刚石刀具、新型工程结构陶瓷、宝石、水晶、磁性材料等高硬脆材料的机械加工中,并取得了良好的使用效果。由于电镀金刚石砂轮具有很强度、耐热性能好、切削锋利、磨削效率高、磨削过程中不易发热和堵塞、热膨胀量小、形状保持性好、容易控制加工精度等特点,它成为磨削高硬度和脆性材料的理想选择。然而,虽然电镀金刚石砂轮硬度高,但金刚石和普通钢的材质差异较大,砂轮容易被普通钢的刀屑卡塞和烧损。因此,电镀金刚石砂轮不适合用于普通钢的粗磨和修整,但可以用于高精度和高光洁度的磨削,如超精密磨削、镜面抛光等。在使用电镀金刚石砂轮进行磨削时,应根据具体磨削材料的硬度、磨削方式和磨削量选择合适的砂轮规格和细度。
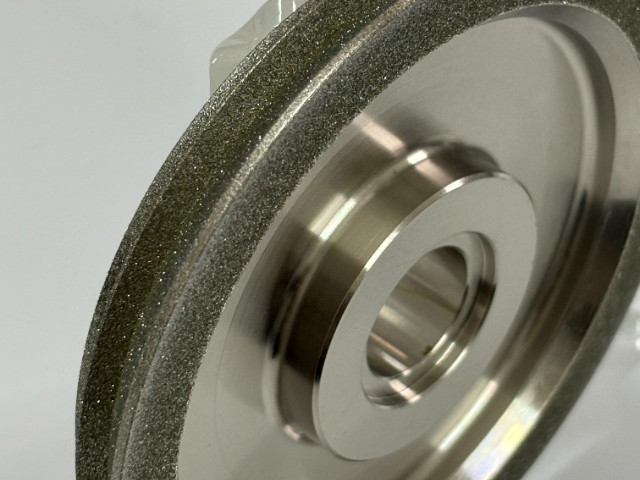
选择合适的砂轮片需要考虑以下几个关键因素:粒度的选择:粒度决定了砂轮片的磨削效率和加工表面的粗糙度。用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。硬度的选择:砂轮片的硬度应根据加工材料的硬度和韧性来选择。磨削软材料时应选择硬砂轮片,磨削硬材料时应选择软砂轮片;磨削软而韧的有色金属时,硬度应选择较软的。结合剂的选择:陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大。这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围广。形状和尺寸的选择:根据加工需求和设备类型选择适合的砂轮片形状和尺寸。常见的砂轮片形状有平形、斜边、筒形、杯形、碟形等。品牌和质量:选择有名品牌和质量质量的砂轮片,以确保加工质量和安全性。可以通过查看产品认证、用户评价等方式来评估品牌和质量。经济性和适用性:考虑砂轮片的价格和性价比,以及其在具体加工任务中的适用性。这款砂轮的电镀工艺独特,确保金刚石颗粒的均匀性。

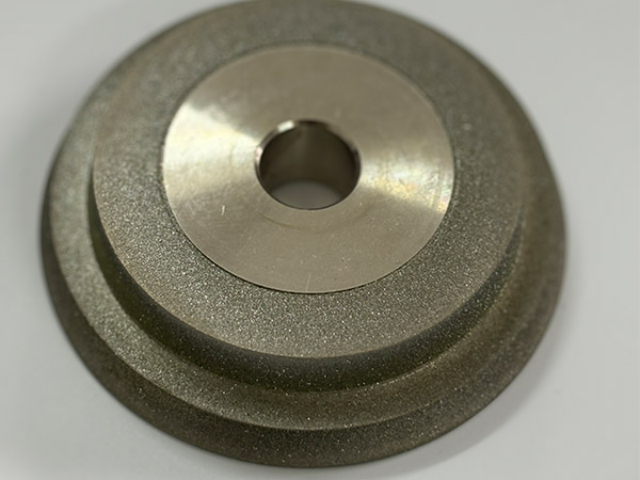
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。电镀金刚石砂轮,适用于各种金属和非金属材料的磨削。新疆双斜边电镀金刚石砂轮厂商
这款砂轮采用电镀金刚石,适用于各种硬脆材料的磨削。海南磨钨钢电镀金刚石砂轮定做
电镀金刚石砂轮主要用于各种高精度、高难度材料的磨削和抛光工作,特别是针对高硬度和脆性材料的加工。其主要应用包括:高精度磨削:电镀金刚石砂轮因其高硬度和优异的耐磨性,特别适合于对工件进行高精度磨削。在磨削过程中,它能保持较高的形状和尺寸精度,确保工件加工后的质量。硬脆材料加工:对于如陶瓷、玻璃、石材等硬脆材料,电镀金刚石砂轮能够轻松应对,有效去除材料而不造成破损或裂纹。超精密加工:在光学、半导体等需要超精密加工的领域,电镀金刚石砂轮能够提供稳定的加工性能,确保工件表面光洁度和平整度。金刚石刀具的制造和修锐:电镀金刚石砂轮也常用于金刚石刀具的制造和修锐,通过精细的磨削和抛光,提高刀具的锋利度和使用寿命。其他应用:此外,电镀金刚石砂轮还可用于新型工程结构陶瓷、宝石、水晶、磁性材料等材料的加工和研磨。总之,电镀金刚石砂轮因其优异的性能和广泛的应用范围,成为现代高精度、高难度材料加工的重要工具之一。海南磨钨钢电镀金刚石砂轮定做
- 江西青铜电镀金刚石砂轮供应商 2024-12-22
- 黑龙江碗型电镀金刚石砂轮生产商 2024-12-21
- 河南金属结合剂电镀金刚石砂轮定做 2024-12-21
- 平行电镀金刚石砂轮厂商 2024-12-20
- 江苏磨钨钢电镀金刚石砂轮生产厂家 2024-12-19
- 西藏烧结电镀金刚石砂轮厂商 2024-12-19
- 重庆陶瓷电镀金刚石砂轮价格 2024-12-19
- 天津碗型电镀金刚石砂轮厂商 2024-12-17
- 河南电镀电镀金刚石砂轮价格 2024-12-17
- 青海平行烧结电镀金刚石砂轮厂家 2024-12-17
- 内蒙古烧结电镀金刚石砂轮价格 2024-12-17
- 陕西铸铁烧结电镀金刚石砂轮定做 2024-12-16