- 品牌
- 志远超硬材料
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
- 电镀
安全注意事项穿戴防护用品:操作人员必须穿戴防护眼镜、防护手套等防护用品,确保人身安全。禁止无关人员靠近:在磨削过程中,应禁止无关人员靠近磨床,以免发生意外。紧急停机:在发生异常情况时,应立即按下紧急停机按钮,停止磨床运行。砂轮破裂处理:如砂轮发生破裂,应立即停机,并清理现场,确保无碎片残留。四、维护与保养定期检查:定期对金刚石砂轮和磨床进行检查,确保各部件完好,无异常现象。清洁保养:在每次使用前后,应对金刚石砂轮和磨床进行清洁保养,去除油污和灰尘。存放环境:金刚石砂轮应存放在干燥、通风、无腐蚀性气体的环境中,避免受潮、受热或受污染。润滑维护:定期对磨床各部件进行润滑维护,确保磨床的正常运行。五、总结金刚石砂轮的使用守则涵盖了使用前准备、使用过程中注意事项、安全注意事项、维护与保养等方面。遵守这些守则,可以确保金刚石砂轮在使用过程中的安全性和效率,延长其使用寿命,提高加工质量。同时,也有助于减少意外事故的发生,保障操作人员的人身安全。电镀金刚石砂轮,热稳定性好,减少工件烧伤风险。天津烧结型电镀金刚石砂轮厂商

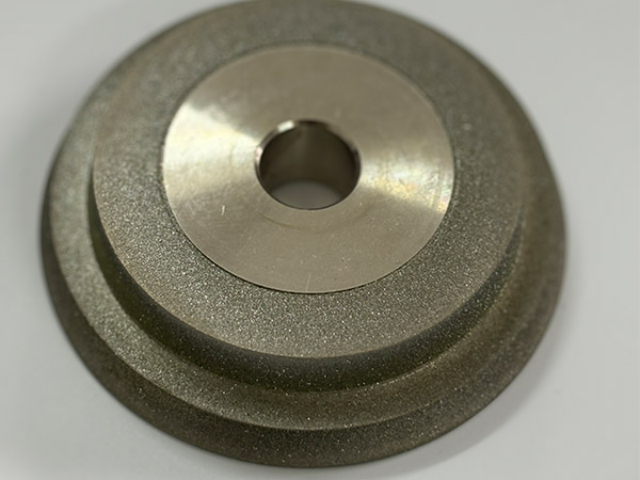
选择合适的电镀金刚石砂轮时,需要考虑以下几个关键因素:工件材料和加工要求:根据工件的材料和加工要求来选择合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的比较好磨具。如果需要磨削钢料,则不能选择金刚石砂轮,因为金刚石在700℃~800℃时容易碳化,此时应选择CBN砂轮。金刚石粒度:粗磨时,应选择磨料较粗的砂轮,以提高生产效率。细磨时,则选择磨粒较细的砂轮,以满足精度要求。接角面大的、变形量大的或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。硬度:根据工件硬度选择合适的砂轮硬度。工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。当磨削温度高,冷却条件差时,也应选用较软的砂轮,以避免对工件造成烧伤。金刚石种类:可选择天然金刚石或人造金刚石,具体根据使用场景和需求决定。结合剂类型:考虑金刚石固结砂轮的结合剂类型,如树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂等,不同结合剂有不同的黏结力和耐磨性。金刚石浓度:根据工件精度和磨削效率的要求,选择合适的金刚石浓度。粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,可以选择更高的金刚石浓度。上海碗型电镀金刚石砂轮厂家电镀金刚石砂轮,为您提供稳定的磨削效果。

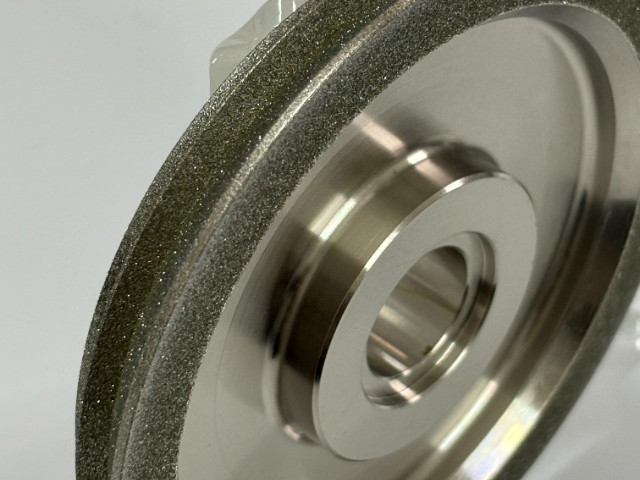
电镀金刚石砂轮与传统金刚石砂轮相比,具有以下优势:更强的结合力:电镀金刚石砂轮是通过电化学法制作的,金刚石颗粒直接通过电流粘合到金属基材上,与金属结合紧密,提供了更强的结合力。更薄的砂轮:电镀金刚石砂轮比其他类型的金刚石砂轮更薄,这使得它们能够更快地去除材料并减少热量积聚。更精确和更易于控制:由于电镀金刚石砂轮的薄度和精确性,它们通常用于小零件和易碎材料的精细精密研磨,具有更高的磨削精度和更好的控制性。生产成本低:电镀金刚石砂轮的生产工艺相对简单,成本较低,同时使用寿命也较长,为企业降低了生产成本。使用便捷:电镀金刚石砂轮在机械加工业中应用很多,可以对普通工件及砂轮进行成型磨削,还能用于加工淬硬钢材以及硬质合金磨具,使用非常便捷。环保:电化学法作为电镀金刚石砂轮的主要生产工艺,具有操作简单、对环境污染小、成品性能佳等优势。然而,电镀金刚石砂轮也有其局限性,如镀层厚度较薄、生产工艺相对复杂等,需要根据具体的应用场景和需求进行选择。
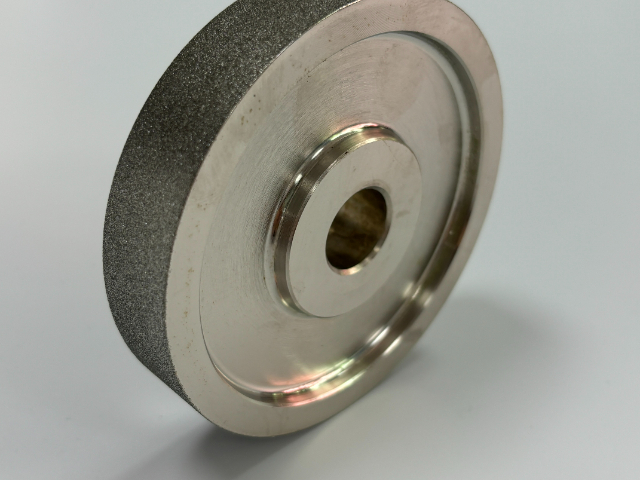
电镀金刚石砂轮的工作原理是利用电化学法,也称为金属复合电沉积过程(又称镶嵌电镀)。在电镀金刚石砂轮的制作过程中,首先是通过电解化学原理,采用电的阴阳极方法,将化学成分分解成阴阳离子,并在电的作用下,将离子固定在砂轮基体上,从而新形成一层物质。这个过程中,主要使用的是Ni-C0二元合金或Ni-Co-Mn三元合金电解液,以获得合金复合镀层,这种镀层具有比单金属Ni镀层更好的性能,如硬度、致密性、耐磨性、耐高温性等。在电镀过程中,金刚石磨料会在弱酸性溶液中吸附H+,并在电场作用下向阴极缓慢移动,只终吸附在阴极表面。此时,当Ni、Co、Mn等金属离子不断在阴极表面吸附时,会把吸附在阴极表面的金刚石不断包裹起来,形成金刚石复合镀层。这个过程中,基体及镀层必须具有与金刚石表面相似的结构,以使金刚石与基体及包裹镀层互相溶合成一体。电镀金刚石砂轮在制造完成后,其工作层会含有金刚石磨粒,这些金刚石磨粒被金属结合剂粘结在基体上,形成具有高效磨削能力的砂轮。精密制造的电镀金刚石砂轮,满足高精度加工需求。

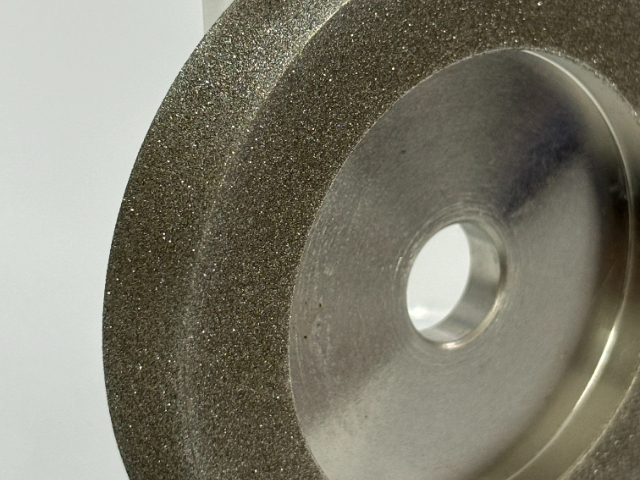
电镀金刚石砂轮是一种采用电化学法制作的金刚石砂轮,组成:电镀金刚石砂轮主要由金刚石磨料和金属结合剂构成,其中金刚石磨料被金属结合剂粘结在基体上。在制造过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。特性:高硬度与耐磨性:金刚石作为地球上很硬的物质之一,其硬度确保了电镀金刚石砂轮具有极高的耐磨性,能够在长时间内保持稳定的磨削性能。高抗磨性:金刚石的高抗磨性使得砂轮在磨削加工中磨损较小,且磨粒的尺寸、形状和形貌变化小,更适合高精密的加工。良好的导热性:金刚石具有良好的导热性,有利于热量的疏散,避免工件烧伤、裂纹及掉块等现象,提高了工件表面加工的质量。高速磨削:电镀金刚石砂轮的单层结构决定了它可以达到很高的工作速度,国外已高达250~300m/s。无需修整:电镀金刚石砂轮在使用过程中无需修整,使用方便。然而,电镀金刚石砂轮也存在一些缺点,如镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效。高质量的电镀金刚石砂轮,保证磨削过程的稳定性和精度。吉林金属烧结电镀金刚石砂轮
独特的电镀工艺,使金刚石颗粒均匀分布,确保磨削效果。天津烧结型电镀金刚石砂轮厂商
选择合适的砂轮片需要考虑以下几个关键因素:粒度的选择:粒度决定了砂轮片的磨削效率和加工表面的粗糙度。用粗粒度砂轮磨削时,生产效率高,但磨出的工件表面较粗糙;用细粒度砂轮磨削时,磨出的工件表面粗糙度较好,而生产率较低。在满足粗糙度要求的前提下,应尽量选用粗粒度的砂轮,以保证较高的磨削效率。一般粗磨时选用粗粒度砂轮,精磨时选用细粒度砂轮。硬度的选择:砂轮片的硬度应根据加工材料的硬度和韧性来选择。磨削软材料时应选择硬砂轮片,磨削硬材料时应选择软砂轮片;磨削软而韧的有色金属时,硬度应选择较软的。结合剂的选择:陶瓷结合剂是一种无机结合剂,化学性能稳定、耐热、抗腐蚀性好,气孔率大。这种结合剂制造的砂轮磨削效率高、磨耗小,能较好地保持砂轮的几何形状,应用范围广。形状和尺寸的选择:根据加工需求和设备类型选择适合的砂轮片形状和尺寸。常见的砂轮片形状有平形、斜边、筒形、杯形、碟形等。品牌和质量:选择有名品牌和质量质量的砂轮片,以确保加工质量和安全性。可以通过查看产品认证、用户评价等方式来评估品牌和质量。经济性和适用性:考虑砂轮片的价格和性价比,以及其在具体加工任务中的适用性。天津烧结型电镀金刚石砂轮厂商
- 江西青铜电镀金刚石砂轮供应商 2024-12-22
- 黑龙江烧结类电镀金刚石砂轮定做 2024-12-22
- 黑龙江碗型电镀金刚石砂轮生产商 2024-12-21
- 河南金属结合剂电镀金刚石砂轮定做 2024-12-21
- 平行电镀金刚石砂轮厂商 2024-12-20
- 江苏磨钨钢电镀金刚石砂轮生产厂家 2024-12-19
- 西藏烧结电镀金刚石砂轮厂商 2024-12-19
- 重庆陶瓷电镀金刚石砂轮价格 2024-12-19
- 天津碗型电镀金刚石砂轮厂商 2024-12-17
- 河南电镀电镀金刚石砂轮价格 2024-12-17
- 青海平行烧结电镀金刚石砂轮厂家 2024-12-17
- 内蒙古烧结电镀金刚石砂轮价格 2024-12-17