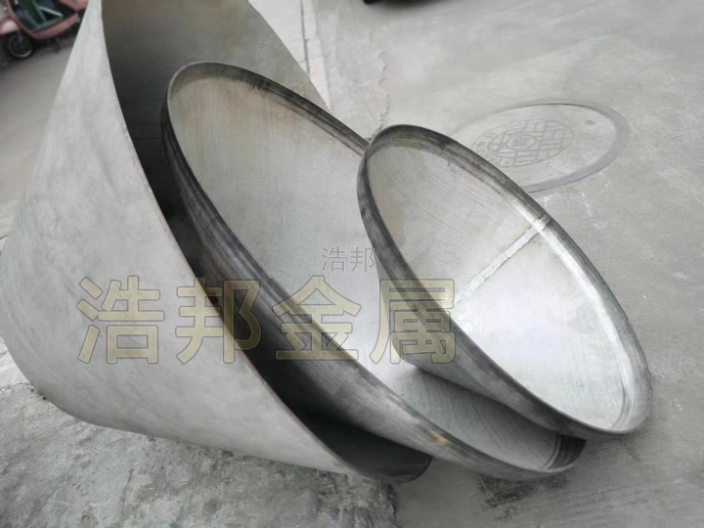
锥形封头使用范围及材质:应用范围:石油、电子、化工、、轻纺、食品、机械、建筑、、航空航天、、锅炉压力容器、火电、冶炼、环保、机械及其它容器储罐等行业。椭圆锥形封头即为由旋转椭圆球面和圆筒形直段两部分组成的锥形封头。壳体材料:碳钢、不锈钢、合金钢适用介质:气体、液体、蒸汽工艺特点:冲压冷热成型,外形像锥度故名锥形封头材质:不锈钢304,304L,316,321、310S、2205,2507,Q235,碳钢等。锅炉锥形封头,加工能力:可完成Φ159mm-Φ7000mm厚度2mm-200mm的各种封头。用在压力容器上,上下各有一个锥形封头,中间是一个直管段,作为压力容器的罐子用。锥形封头是应用于化工设备的底盖,便于收集与卸除这些设备中的固体物料。有些塔设备上、下部分的直径不等,也常用锥形壳体将直径不等的两段塔体连接起来。锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!山东不锈钢锥形封头尺寸

我们通过一个实际案例来分析锥形封头的应用情况。某化工厂需要建造一个大型储罐,用来储存有毒有害的化学液体。为了确保储罐的安全性和密闭性,厂家选择了锥形封头作为储罐的封头。由于锥形封头的应力分布较好,可以有效地提高储罐的抗压能九、使用寿命以及安全性。此外,锥形封头的锥形部分便于清洗,可以有效减少化学液体的结垢和污垢堆积,保证储罐内部的清洁卫生。锥形封头作为一种重要的工业部件,在压力容器、管道和其他领域中发挥着至关重要的作用。虽然锥形封头的制作和应用存在一些难点,但它的优点仍然使其成为许多关键应用的选择。随着科技的不断发展,我们有理由相信,锥形封头在未来会有更加广泛的应用和推广。黑龙江加高锥形封头生产厂家温州浩邦金属制品有限公司是一家专业提供 锥形封头设备的公司,欢迎您的来电哦!

封头的直边标准高度有要求吗?所谓家有家规,行有行规,封头也有它的标准规定,不是我们想怎么做就怎么做(除非标尺寸外)关于封头的直边部分可能会少量存在纵向皱折。封头切边后,用直尺测量半球形、椭圆形、碟形、平底形与锥形封头的直边高度,当封头公称直径200>DN≤2000mm时,直边高度h为25mm;当封头公称直径DN>2000mm时,直边段高度h为40mm,直边高度公差为(-5%~-10%)h。但是也有一部分的设备在设计封头直边段部分时是需要加高或减小的,这样的情况,一定要在定货前及时沟通。
锥形封头的参数及应用领域:应用于许多化工设备(如蒸发器,喷雾干燥器,结晶器及沉降器等)的底盖,它的优点是便于收集与卸除这些设备中的固体物料.内容详细封头广泛应用于许多化工设备(如蒸发器、喷雾干燥器、结晶器及沉降器等)的底盖,它的优点是便于收集与卸除这些设备中的固体物料。此外,有一些塔设备上、下部分的直径不等,也常用锥形壳体将直径不等的两段塔体连接起来,这时的圆锥形壳体称为变径段。锥形封头的结构如下图所示。对应于无折边和折边封头,有下面两种不同的设计计算方法。㈠无折边锥形封头或锥形筒体无折边锥形封头或锥形筒体适用于锥体半顶角a≤30°。1.锥体大端锥体大端与圆筒连接时,应按以下步骤确定连接处锥壳大端的厚度:确定锥壳大端连接处的加强图a.以p/([s]tj)与半顶角a的值,查确定锥壳大端连接处的加强图:当其交点位于曲线之上方时,不必局部加强;当其交点位于曲线下方时,则需要局部加强。b.无需加强时,锥体大端壁厚按式(4-36)计算c.需要增加厚度予以加强时,则应在锥壳与圆筒之间设置加强段,锥壳和圆筒加强段厚度须相同,加强段计算壁厚按式(4-37)计算(4-37)式中Q-应力增值系数,与p/([s]tj)与a值有关,由锥壳大端连接处的Q值图查出。温州浩邦金属制品有限公司为您提供锥形封头设备,有想法的可以来电咨询!

在维护保养过程中,以下注意事项要牢记:1.安全注意事项:维护保养工作必须在安全的环境中进行,避免野蛮操作导致封头表面的划伤或变形。使用相关工具时,要确保工具的锋利部分如锐角、毛刺等得到妥善处理,以避免意外伤害。2.操作注意事项:保养过程中,要遵循操作规程,避免违规操作或误操作导致封头的损坏。特别是对于有特殊要求的锥形封头,如高精度、高压等情况,更应严格遵守相关操作规范。总之,锥形封头的维护保养对其性能和使用寿命具有重要影响。通过定期清洗、检查和维护,可以确保其几何尺寸的准确性、表面质量的可靠性和密封性能的持久性。在保养过程中,遵循安全和操作规范,可以有效避免不必要的意外和损失。锥形封头作为关键的密封元件,其维护保养的重要性不容忽视。抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有需求可以来电咨询!安徽2507锥形封头
温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,欢迎您的来电哦!山东不锈钢锥形封头尺寸
折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。山东不锈钢锥形封头尺寸