封头的酸洗操作步骤及作业标准封头类产品加工生产中,其中有一道工序叫做酸洗。之所以要进行酸洗,主要是希望通过这一到工序来将成型封头表面的焊渣、熔渣、油污及氧化皮等污物清洗干净。那么,具体的酸洗步骤该如何进行呢?在酸洗操作过程中,具体的检验标准又是什么呢?接下来我们来了解一下具体的酸洗操作步骤:1、先根据待处理的封头产品情况,确定具体的工艺流程;2、工作时,戴好劳保物品,将酸液均匀涂满产品的外表面,进行初步清洗;3、结束后,大量使用大量清水进行冲洗。在表面形成一层钝化膜;4、检查污物是否处理干净,凡是不符合要求的产品,要及时进行返工。酸洗作业的具体参照标准:,工作人员首先是参照工艺卡内容,和实物对照确认封头产品的具体材质,数量,炉批号,指令号,单件号,检查有无鼓包,裂纹等缺陷;第二,穿戴好劳保用品,配置好酸洗液,将配制好的酸洗液均匀的涂在产品表面;第三,切记,酸洗过程中不得有明显的腐蚀痕迹;第四,氧化皮彻底去除,焊缝热影响区域及热加工封头表面不得有氧化色。同时还要注意,在加工封头产品的时候,其焊缝中的飞溅物以及熔渣等杂质必须要彻底清理干净。温州浩邦金属制品有限公司致力于提供抛光锥形封头设备,期待您的光临!甘肃卫生级锥形封头

随着工业领域的发展和进步,不锈钢封头作为一种专业的管道封堵产品,正在越来越多地被应用在各种工程项目中。其高效、耐用的特性,以及易于安装和维修的优势,使得不锈钢封头在短时间内成为了行业内的主要解决方案。不锈钢封头是一种无毒、无味、环保的管道封堵产品,适用于各种规格和材质的管道。其独特的结构设计使得它能够紧密地贴合管道,从而有效地防止气体或液体的渗漏。与此同时,不锈钢封头的耐腐蚀性和耐高温性也很好,可以在各种复杂的环境条件下保持其原有的性能。与其他传统的封堵产品相比,如盲板、管帽、堵头等,不锈钢封头具有更多的优势。首先,它的使用寿命更长,无需频繁更换,从而降低了使用成本。其次,不锈钢封头的安装和维修非常方便,可以快速有效地解决管道封堵问题。再次,不锈钢封头对环境的影响很小,不会产生任何有害物质,从而保证了操作人员的健康和安全。除了在工业领域得到广泛应用外,不锈钢封头还在建筑、医疗、食品等行业发挥了重要作用。例如,在建筑领域,不锈钢封头被用来封堵水管、气管等各类管道,防止气体或液体的渗漏;在医疗领域,不锈钢封头被用来封堵各种医疗器械,如输液管、导管等,从而有效地防止了医源性问题的发生。 重庆抛光锥形封头锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选。

近日,一项名为反压冲孔平底封头的创新技术正在工业制造领域引发关注。该技术源自国内科研机构,其独特的冲孔工艺和封头技术被广泛应用于各种工业制造领域,为提升生产效率、降低成本、增强产品质量提供了新的解决方案。反压冲孔平底封头技术是一种先进的金属加工方法,通过精确控制冲孔过程和封头形状,实现高精度、高质量的零件制造。与传统的冲孔工艺相比,反压冲孔平底封头技术具有更高的生产效率和更低的材料浪费,同时能够制造出更复杂的零件形状,满足各种工业需求。据了解,反压冲孔平底封头技术的主要在于使用一种特殊的冲头和模具设计,能够在冲孔过程中实现对材料的精确控制。通过这种技术,可以在短时间内完成高质量的冲孔作业,而且无需使用大量的劳动力。此外,该技术还能够大幅度降低废料和能源的消耗,为工业制造领域带来明显的经济效益和环保效益。目前,反压冲孔平底封头技术已经被广泛应用于汽车、航空航天、电子设备、建筑等领域。例如,在汽车制造业中,该技术被用于制造各种高精度零件,如油箱、发动机部件等。在建筑领域,反压冲孔平底封头技术则被用于制造各种金属结构件,如桥梁、高层建筑的支撑结构等。
根据不锈钢封头的类型、标准、原料,可选用整块板或许拼板颠末冷冲压、热冲压、冷旋压、热旋压、冷卷、热卷等办法成形封头;也可以分瓣成形后再组焊成封头。不锈钢封头在加热炉内的气氛呈中性或许弱氧化性,加热的火焰不宜和加工件直接触摸。铝封头成型时,加热温度普通不宜超越420度,当式件温度降至300度以下时,不适宜持续热成形。不锈钢封头应该尽量选用热成形,如成型温度约为300度-400度。高温热成形时工件加热温度可以提高到大约650度,但不应该超越800度。冷成形后的热校形温度为100-350度。不锈钢封头的热成形温度在600度之上时,任务外表应该选用耐高温涂料或许其他的防护办法以避免外表氧化污染;热成形温度为500-600度时,由封头制作单位根据状况断定能否需求外表高温的防护。必要时应留有铲除封头外表氧化层的裕量。 抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,欢迎新老客户来电!

折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。温州浩邦金属制品有限公司致力于提供 锥形封头设备,有需求可以来电咨询!重庆抛光锥形封头
抛光锥形封头设备,就选温州浩邦金属制品有限公司,欢迎客户来电!甘肃卫生级锥形封头
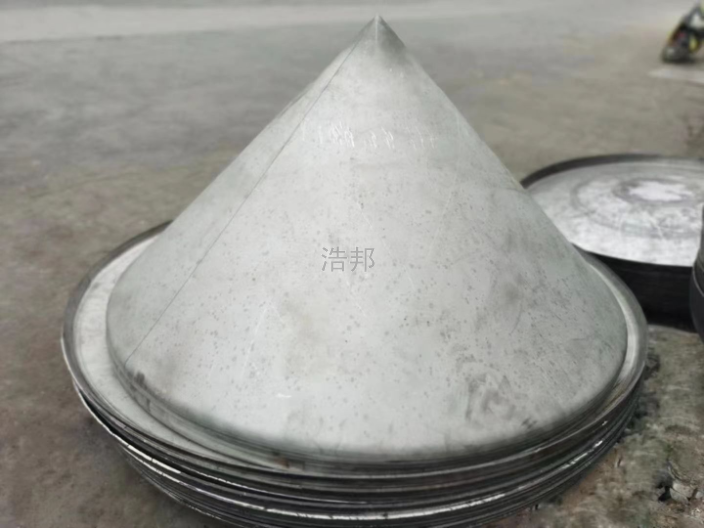
锥形封头有2种款式、锥形封头分无折边和折边锥形封头。无论无折边还是折边锥形封头,依卷制或压制的温度不同,均可分为冷成形、温成形及热成形;依规格大小、装备能力等,均可分为整板成形、先拼板后成形及先分瓣成形后拼接三种。无折边锥形封头的成形无折边锥形封头的成形方法有两种,一是卷板机卷制成形,另一是油压机(或水压机)压制成形。采用卷制还是压制成形,依锥形封头规格(如大小端直径、厚度、半顶角等)、装备能力、制造经验及作业习惯等确定。卷制在外形尺寸、外观质量以及生产效率上要优于压制,但实际制造中由于卷板机工作参数无法满锥形封头分无折边和折边锥形封头。无论无折边还是折边锥形封头,依卷制或压制的温度不同,均可分为冷成形、温成形及热成形;依规格大小、装备能力等,均可分为整板成形、先拼板后成形及先分瓣成形后拼接三种。无折边锥形封头的成形方法有两种,一是卷板机卷制成形,另一是油压机(或水压机)压制成形。采用卷制还是压制成形,依锥形封头规格(如大小端直径、厚度、半顶角等)、装备能力、制造经验及作业习惯等确定。卷制在外形尺寸、外观质量以及生产效率上要优于压制。甘肃卫生级锥形封头