- 品牌
- HUCK,WOTON
- 型号
- 航空铆钉
典型工艺流程铝合金铆钉材料准备 → 锻造成型 → 固溶处理+时效 → 机加工 → 表面处理(镀镉) → 质量检测。钛合金铆钉材料准备 → 锻造成型 → 退火处理 → 机加工 → 表面处理(阳极氧化) → 质量检测。七、关键技术参数尺寸精度:铆钉直径公差≤±0.01 mm,长度公差≤±0.05 mm。表面粗糙度:Ra≤0.8 μm,确保铆接质量。疲劳寿命:≥10⁷次循环,满足航空器长期使用需求。八、未来趋势复合材料铆钉:采用PEEK基复合材料,适应高温环境。智能制造:通过自动钻铆技术实现精细控制(误差≤0.05 mm)。环保工艺:开发可回收材料,减少镀镉等污染工艺。总结:航空铆钉的制造工艺需在材料、成型、热处理、表面处理等环节严格把控,确保产品满足强度、轻量化、耐腐蚀等要求。未来,随着新材料和智能制造技术的发展,铆钉工艺将进一步向高效、环保、智能化方向演进。航空铆钉可以去哪里购买?江苏航空铆钉MGLP-U

抗疲劳与耐久性疲劳寿命:通过精密制造和表面处理(如镀镉、阳极氧化),铆钉可承受10⁷次循环载荷,避免疲劳裂纹。环境适应性:耐腐蚀、耐高温(如钛合金铆钉适应200℃环境),确保长期可靠性。 维修与可替换性快速维修:损坏的铆钉可快速拆卸并替换,减少停机时间。标准化设计:遵循NAS、ISO等标准,确保互换性和维修便利性。 特殊功能拓展密封性:部分铆钉(如干涉配合铆钉)可提供密封效果,减少气体或液体泄漏。减振降噪:通过材料和结构优化,降低振动传递,提升乘坐舒适性。 盐城航空铆钉MBT-DT航空铆钉的运用领域有哪些呢?

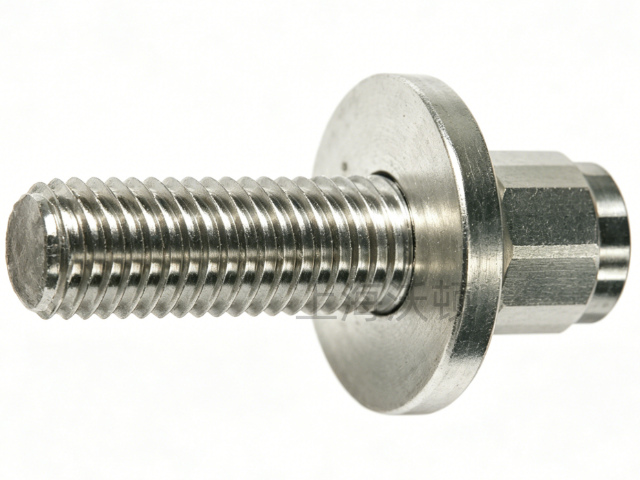
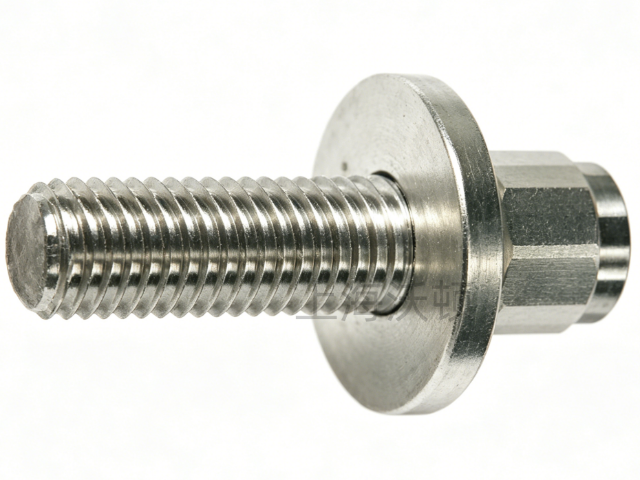
成型加工锻造成型通过精密锻造细化晶粒,提升疲劳性能。严格控制尺寸精度(±0.01 mm)和表面粗糙度(Ra≤0.8 μm)。机加工钻孔需保证孔径、垂直度、椭圆度符合标准,避免应力集中。埋头窝深度需严格控制(通常取负公差),确保铆接后表面平整。热处理铝合金固溶处理+时效(T4/T6):提升强度和硬度。冷变形强化:通过冷镦工艺提高抗拉强度。钛合金退火处理:消除加工应力,提升塑性。时效处理:在特定温度下保持一定时间,提升强度。四、表面处理电镀镀镉:增强耐腐蚀性,但需控制厚度(通常为5-15 μm)。
易于标准化生产:航空铆钉的标准化生产降低了成本,提高了生产效率。同时,标准化的铆钉也便于维修和更换。四、航空铆钉的安装工艺航空铆钉的安装工艺复杂且精细,通常包括以下几个步骤:定位:根据设计图纸和工艺要求,在部件上确定铆钉的位置。制孔:使用工具在部件上制出符合要求的铆钉孔。放入铆钉:将铆钉放入制好的孔中。铆接:使用铆枪或压铆机等工具对铆钉进行铆接,形成紧密的连接。整形:对铆接后的部件进行整形处理,确保表面平整美观。上海沃顿与您分享航空铆钉的重要性。

典型应用场景部件作用材料机翼蒙皮连接蒙皮与长桁,承受气动载荷铝合金2024-T4、钛合金起落架连接关键结构,承受冲击载荷钛合金Ti-6Al-4V发动机舱适应高温环境,连接热防护结构复合材料(PEEK基)机身框架提供结构刚度,分散载荷铝合金2117-T47. 行业影响与趋势安全保障:铆钉失效可能导致灾难性后果(如1985年英国航空5390号班机因铆钉腐蚀导致坠毁),因此质量要求极高。技术升级:从手工铆接到自动钻铆技术,精度提升至±0.05 mm,效率提升50%以上。环保趋势:开发无铬钝化、真空镀镉等环保工艺,减少传统镀镉的污染。航空铆钉运用再哪些领域?航空铆钉99-7851CX
上海沃顿简述航空铆钉规范标准。江苏航空铆钉MGLP-U
航空铆钉的作用可以总结为以下几个方面:提供强大的连接力:航空铆钉通过将金属部件固定在一起,提供了强大的连接力。这种连接方式比传统的焊接或螺栓连接更加牢固和可靠,能够承受航空器在飞行过程中的各种力和振动.分散载荷:航空铆钉能够将载荷分散到连接的金属部件上,减少了单个部件承受的压力和应力,提高了整体结构的强度和稳定性。防止松动和腐蚀:航空铆钉的设计和制造过程中考虑了松动和腐蚀的问题。它们通常采用特殊的材料和涂层,以防止松动和腐蚀的发生,从而保持连接的稳定性和可靠性。 江苏航空铆钉MGLP-U

易于标准化生产:航空铆钉的标准化生产降低了成本,提高了生产效率。同时,标准化的铆钉也便于维修和更换。四、航空铆钉的安装工艺航空铆钉的安装工艺复杂且精细,通常包括以下几个步骤:定位:根据设计图纸和工艺要求,在部件上确定铆钉的位置。制孔:使用工具在部件上制出符合要求的铆钉孔。放入铆钉:将铆钉放入制好的孔中。铆接:使用铆枪或压铆机等工具对铆钉进行铆接,形成紧密的连接。整形:对铆接后的部件进行整形处理,确保表面平整美观。航空铆钉的钉杆长度需根据材料厚度和头部高度计算。安徽航空铆钉6304航空铆钉作为飞机结构连接的重要部件,其特点可从材料特性、工艺适配性、性能优势、质量保障及技术发展等多个维度展开。航空...
- 美国HUCK航空铆钉GB741 2026-04-10
- 美国原装进口航空铆钉2624 2026-04-10
- 苏州航空铆钉LMY-T 2026-04-10
- 江苏航空铆钉BTT35-DT 2026-04-09
- 环槽铆钉航空铆钉BOM-R8 2026-04-09
- 单面铆钉航空铆钉HK32-002 2026-04-09
- GBP航空铆钉SF46 2026-04-09
- 光伏支架用航空铆钉99-5008 2026-04-09
- 环槽铆钉航空铆钉SF46 2026-04-09
- 淮安环槽铆钉航空铆钉 2026-04-08

- 单面铆钉航空铆钉507 2026-04-07
- 安徽航空铆钉99-5102 2026-04-06
- 液压航空铆钉GB741 2026-04-06
- 盐城航空铆钉99-3122 2026-04-05
- 常州航空铆钉254 2026-02-03
- 南京航空铆钉99-99-245 2026-02-02



- 汽车座椅用DUBUIS接地销2628 05-10
- 江西CLUFIX铆螺母GB741 05-10
- 无断槽CHERRY航空铆钉256 05-10
- 振动筛用哈克铆钉R01l080CHB040XA01 05-10
- 北京美国原装进口GAGE铆枪 05-10
- 徐州CHERRY铆枪C50LR-BR 05-10
- 环槽铆钉GAGE铆枪BTT25-DT 05-10
- 湖北重卡车架用DUBUIS接地销 05-10
- 可追溯GAGEBILT256 05-09
- 美国cherryGAGE铆枪254 05-09