- 品牌
- 工研
- 型号
- 齐全
- 厂家
- 成都工具研究所有限公司
轴承磨加工主动测量仪可提高轴承批量生产的效率。轴承生产具有批量大、品种多的特点,传统加工方式需频繁停机测量和调整参数,生产效率受限。轴承磨主动测量仪实现了测量与磨削的同步进行,无需停机即可完成尺寸检测,大幅缩短了单件加工时间;同时,其内置的多种轴承型号参数库,可快速调用不同型号轴承的磨削程序和测量标准,减少换产时的调试时间。这种高效性使单位时间内的轴承产量明显提升,降低了单件轴承的加工成本,同时因质量稳定减少了后续检验环节的工作量,加快了产品流转速度,提升了企业对市场订单的响应能力,增强了在轴承制造领域的竞争优势。磨加工主动测量仪的测量范围需与被加工工件的尺寸规格相匹配,确保覆盖完整的加工区间。凸轮轴主动测量仪定制
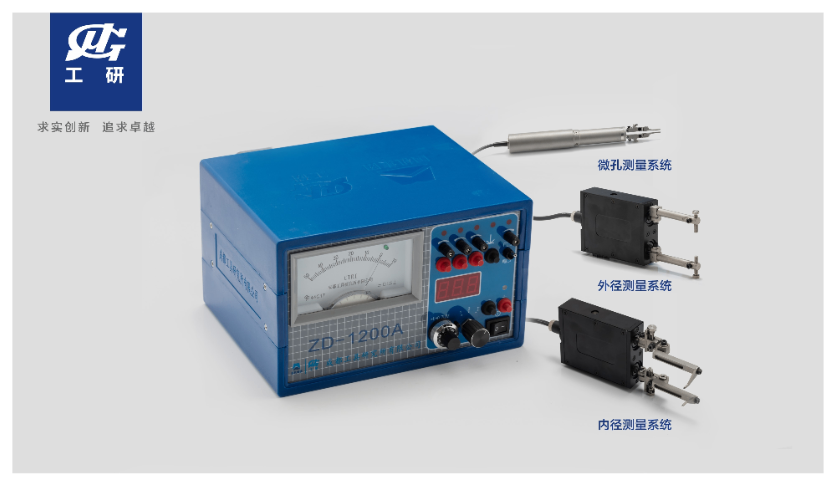
ZD系列主动测量系统以相对测量原理为关键,构建了高效、精确的在线检测逻辑,完美契合生产过程中“实时控制”的关键需求。在磨削加工过程中,系统通过测量装置,实时捕捉被加工件与标准工件之间的几何尺寸差值,将数据快速传输至处理单元进行分析运算。基于预先设定的尺寸阈值,系统会向加工设备发出精确的逻辑控制信号——当尺寸接近目标值时,控制设备调整加工参数;当达到预设精度时,及时发出停机或进给调整指令,从根本上避免超差、欠加工等问题。这种“实时测量-数据处理-精确控制”的闭环流程,确保了加工过程的连续性与稳定性,为高效生产提供了坚实的技术支撑。成都外圆磨加工主动测量仪价钱磨加工主动测量仪通过清晰的实时数据,为操作员提供尺寸变化趋势的即时洞察,实现精确预判。
前插磨加工主动测量仪可提高加工效率。前插加工流程长、精度要求高,传统加工需频繁停机测量和调整,影响生产效率。主动测量仪实现了磨削与测量的同步进行,无需中断加工即可完成尺寸检测,大幅减少停机时间;同时,其内置的多种前插型号参数库可快速调用对应加工标准,减少换产时的参数调试环节。这种高效性使单位时间内的前插产量明显提升,降低单件加工成本,同时因质量稳定减少后续检验工作量,加快产品流转速度,提升企业对市场订单的响应能力,增强在前插制造领域的竞争优势。
内孔磨加工主动测量仪能提升内孔形位公差的控制能力。内孔的圆柱度、同轴度等形位公差对零件装配和功能影响明显,传统测量方式难以在加工中实时监测这些参数,易导致形位误差超标。内孔磨主动测量仪通过多方向传感器同步采集数据,可实时计算内孔的圆柱度偏差、轴线偏移量等形位参数,并将信息反馈至控制系统,通过调整砂轮轴线与工件的相对位置进行动态修正。这种实时控制能力确保内孔形位公差严格控制在设计范围内,避免因形位误差导致的装配困难或功能失效,提升零件的整体装配质量和使用性能,满足高精度零件的加工要求。磨加工主动测量仪能够在工件加工接近完成时发出预警,提醒操作人员关注后续工序。

在线磨加工主动测量仪能实现加工数据的实时交互。在生产环境中,加工数据的即时共享对生产调度和决策至关重要,传统测量设备的数据传递依赖人工录入,存在滞后性。在线主动测量仪可同步实时采集的尺寸数据、设备状态等信息,实现数据的无缝对接与共享。这种实时交互能力使操作人员能在第1时间掌握磨削工序的动态,及时根据数据调整生产计划,协调前后工序的衔接,避免因信息滞后导致的生产脱节,同时为生产数据分析提供实时数据源,提升生产管理的及时性与科学性。稳定的供电系统是设备高性能的基础,确保了磨加工主动测量仪在长时间连续运行。凸轮轴主动测量仪定制
设备校准流程简便高效,通过定期维护确保测量基准长期可靠性。凸轮轴主动测量仪定制
磨加工主动测量仪能适应复杂工件的加工需求。复杂形状工件如阶梯轴、异形曲面等,其多个关键尺寸需同时保证精度,传统测量方式难以兼顾各部位的实时监测。主动测量仪可根据工件结构特点配置多个测量点,通过多通道传感器同步采集不同位置的尺寸数据,实现对复杂工件多维度尺寸的同时监控。同时,其柔性化的测量机构能适应工件的形状变化,确保在磨削过程中始终保持稳定的测量状态,即使面对不规则表面也能精确捕捉尺寸信息。这种对复杂工件的适应能力拓宽了磨削加工的应用范围,使高精度加工不再局限于简单形状工件,满足多样化的制造需求。凸轮轴主动测量仪定制
- 成都前插磨加工主动量仪定制 2026-04-30
- 成都外圆磨加工主动量仪价格 2026-04-30
- 四川轴承磨加工主动测量仪多少钱 2026-04-30
- 成都前插磨加工主动量仪费用 2026-04-30
- 凸轮轴主动测量仪厂家推荐 2026-04-30
- 在线磨加工主动量仪供应 2026-04-30
- 江苏主动测量系统定制 2026-04-30
- 凸轮轴磨加工主动测量仪供应商推荐 2026-04-30
- 曲轴主动测量系统怎么卖 2026-04-30
- 四川高精度主动量仪供应商 2026-04-25
- 前插磨加工主动量仪报价 2026-04-25
- 惠州磨加工主动测量系统怎么卖 2026-04-23