- 品牌
- 正鑫
- 服务项目
- 模具设计和制作、注塑生产
- 服务地区
- 全国
- 提供发票
- 是
- 营业执照
- 是
模具设计与注塑工艺参数之间存在着密不可分的相互制约关系。一个好的模具设计,应当具备较宽的工艺窗口,允许操作人员在一定范围内调整工艺参数(如注射速度、压力、温度)而仍能生产出合格产品。例如,如果模具的排气设计不良,那么在注塑工艺上就必须采用低速注射,以避免困气烧焦,但这又会增加充填不足的风险。反之,如果模具设计得过于保守,浇口尺寸过小,那么在工艺上就必须大幅提高注射压力才能充满,这可能导致制品产生飞边或内应力过大。因此,模具设计师在设计之初就必须充分考虑到注塑机的性能极限以及后续工艺调试的可行性。通过模流分析预先发现潜在的填充、冷却问题,并对模具结构进行优化,是确保模具能够顺利投产、降低工艺调试难度的关键。只有当模具设计与工艺调试形成良性互动,才能实现稳定、高效的生产。从概念设计到批量生产,我们全程跟踪每一个注塑塑胶模具项目。山西本地附近注塑塑胶模具一般多少钱
塑胶模具行业正朝着高速化、精密化、智能化、低碳化方向快速发展。高速加工中心、五轴机床、自动化生产线广泛应用,大幅提升加工效率与精度。在线检测、数字化监控、模具状态监测技术,让生产更稳定、更可控。智能化模具内置传感器,实时监控温度、压力、冷却、振动等参数,通过数据反馈自动优化成型工艺,提前预警故障。低碳环保成为趋势,节能加热、高效冷却、废料回收、可降解材料模具受到重视。同时,行业竞争也越来越激烈,低端模具价格战严重,好的模具依赖技术与服务取胜。未来,只有不断投入研发、提升数字化能力、加强品质管理的企业,才能在全球市场中占据优势。宁夏小家电注塑塑胶模具批发高质量的热流道温控器,能够精确控制注塑塑胶模具各区域的热平衡。

在注塑模具的制造中,钢材的选择是决定模具极终性能、使用寿命以及生产成本的关键因素。由于注塑过程中模具需承受高速高压的塑料熔体冲刷、频繁的开合模机械应力以及冷热交替的热应力,因此模具钢材必须具备优异的综合性能。对于生产量大、对耐磨性要求高的通用塑料制品,如ABS、PP材质的日常用品,通常会选用预硬态或淬火态的P20、718等合金钢,它们具有良好的切削加工性能和抛光性。而对于添加了玻纤增强的材料(如POM+GF、PA+GF),由于熔体对模具型腔的冲刷和磨耗极为剧烈,则需要选用硬度更高、耐磨性更好的H13或420不锈钢等材料,并配合表面氮化处理。此外,在成型PVC等腐蚀性塑料时,必须选用耐腐蚀性强的钢材,并镀铬处理。一旦材料选择不当,轻则导致模具型腔早期磨损、产品尺寸超差,重则可能引发模具开裂报废,因此,根据产品材料、产量要求和表面质量等级合理选材,是模具设计的第一步。
塑料制品的收缩率是模具设计必须精细考虑的参数,不同塑料种类、配方、玻纤含量、产品结构、冷却条件都会影响收缩大小与方向。收缩率设置不当,会导致产品尺寸偏大或偏小,无法装配。常用塑料如 PP、PE 收缩率较大,ABS、PS 收缩率中等,PC、POM 收缩率相对稳定。加玻纤的材料会降低收缩率,且各向异性明显,容易翘曲。模具设计师需要根据原料物性表,结合产品壁厚与结构,预先放大型腔尺寸。同时,通过合理的冷却与保压,减少收缩不均。在实际生产中,收缩率往往需要通过试模进行微调,不能完全依赖理论数值。对于精密配合件,收缩误差控制尤为严格,往往需要预留修模量,在试模后再进行精修,确保尺寸合格。在模具设计阶段,工程师必须充分考虑塑料的收缩率,以保证注塑塑胶模具型腔的精度。

虽然航空航天领域大量使用金属和复合材料,但特种工程塑料通过注塑成型技术,也在其中发挥着关键作用,尤其在轻量化和复杂功能集成方面具有独特优势。在飞机客舱内部,为了提升乘客体验并减轻机身重量,大量的内饰件如座椅扶手、小桌板、行李架门闩、通风口格栅、厨房设备组件等,都采用了阻燃等级极高的热塑性塑料通过注塑模具成型。这些部件必须满足极为严苛的阻燃、烟密度和毒性(FST)标准,模具设计和成型工艺都需经过特殊验证。此外,在飞机复杂的电气线路系统中,起到连接和保护作用的各类高可靠性连接器、线束固定夹、继电器外壳等精密小部件,也离不开高精度注塑模具。这些零件常在极端温度变化和振动环境下工作,要求材料具有优异的尺寸稳定性和耐疲劳性,因此对模具的精度、材料选型和成型工艺提出了比普通民用产品更高的要求。在包装行业,高速自动化生产对注塑塑胶模具的稳定性和耐用性提出了更高要求。重庆小家电注塑塑胶模具单价
一套成功的注塑塑胶模具,不仅能成型产品,还能在成型过程中优化产品的应力分布。山西本地附近注塑塑胶模具一般多少钱
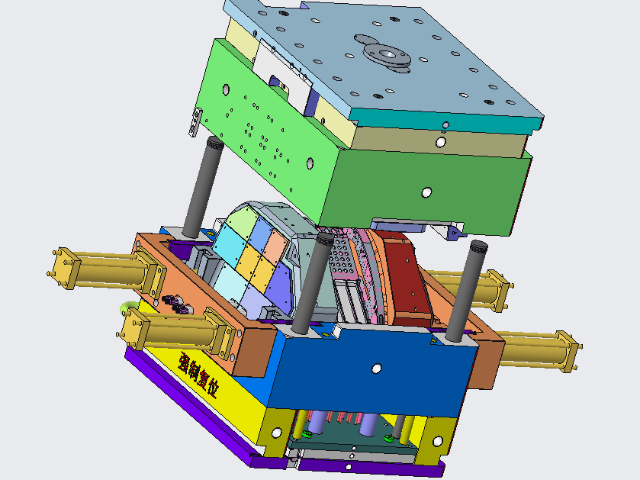
浇注系统是塑料熔体从注塑机喷嘴进入模具型腔的“高速公路”,其设计是否合理直接决定了制品的填充质量、内应力大小、焊接痕位置以及外观缺陷。一个典型的浇注系统包括主流道、分流道、冷料井和浇口。其中,浇口的设计尤为关键,它是熔体进入型腔的一道“关卡”,其位置、数量和形状直接影响塑料的流动状态。例如,针点浇口允许在制品上自动脱落,但可能留下微小痕迹;潜伏式浇口可以将痕迹隐藏在制品内侧;而扇形浇口则适用于大面积的平板件,能有效减少内应力。设计浇注系统时,工程师需运用模流分析软件,模拟熔体前锋的流动,确保所有型腔能在同一时间被均匀填满,避免出现滞留、喷射或困气。如果浇口位置不当,可能导致熔接痕出现在制品受力部位,有效降低产品强度;如果浇口尺寸过小,则可能因剪切过热导致塑料降解,影响制品力学性能。山西本地附近注塑塑胶模具一般多少钱
茂名市正鑫塑胶模具有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来茂名市正鑫塑胶模具供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!


- 浙江耐用注塑塑胶模具批发 2026-04-05
- 山西专业注塑塑胶模具一般多少钱 2026-04-05
- 辽宁注塑塑胶模具供应商家 2026-04-05
- 黑龙江国内注塑塑胶模具是什么 2026-04-05
- 重庆本地附近注塑塑胶模具批发 2026-04-05
- 浙江便宜的注塑塑胶模具生产企业 2026-04-05
- 上海电子产品注塑塑胶模具专卖 2026-04-05
- 云南本地附近注塑塑胶模具单价 2026-04-05