- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 材质
- 塑料,复合材料
- 提供加工定制
- 是
- 包装型式
- 包装盒
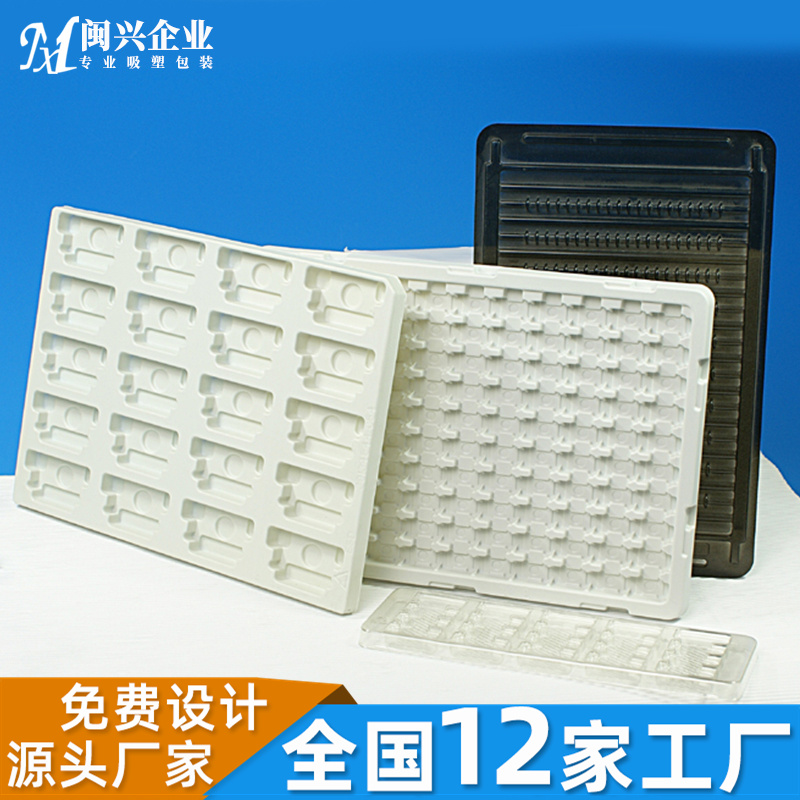
吸塑包装生产车间内一般都会有全自动吸塑成型机、吸塑机、冲裁、折边、包装等机械设备,其中吸塑机设备的发热较为严重,也是造成吸塑包装车间内高温现象的产生的原因之一。如何在不影响设备正常使用的情况下降低吸塑包装车间温度,以及换气来改善提高车间空气质量,提供一个更健康更安全舒适的作业环境。那么质量的吸塑包装生产车间降温方案该如何设计呢?1、如果条件允许的情况下,将发热**为严重的吸塑车间与其它区域进行隔离,这样就可以适当的控制热量的扩散,减轻周边车间和岗位的闷热问题加剧;2、小于500平方米面积的吸塑车间也很好的体现出物品的特征;精品电子吸塑包装价格对比

ABS树脂,比PS的强度要高,在成型时的流动性非常好,是注塑行业用的非常普遍的一种材料。PC(聚碳酸酯),强度好,用来制作要求透明度高并且强度好制品的优先材料,经常用来加工制作成CD碟片,具有很好的耐光性能。PA材质(尼龙),这是一种当做纤维使用的塑料材料。PA具有抗拉伸、耐压缩、弯曲性能好,PA也经常用来制成各类的零部件。上面这些塑料材料都是普遍在使用当中的,他们的共通性是加热后会软化,因此,这类材料都被归属于热塑性塑料;精品电子吸塑包装价格对比温度太低不易成型,纹路不清等问题。
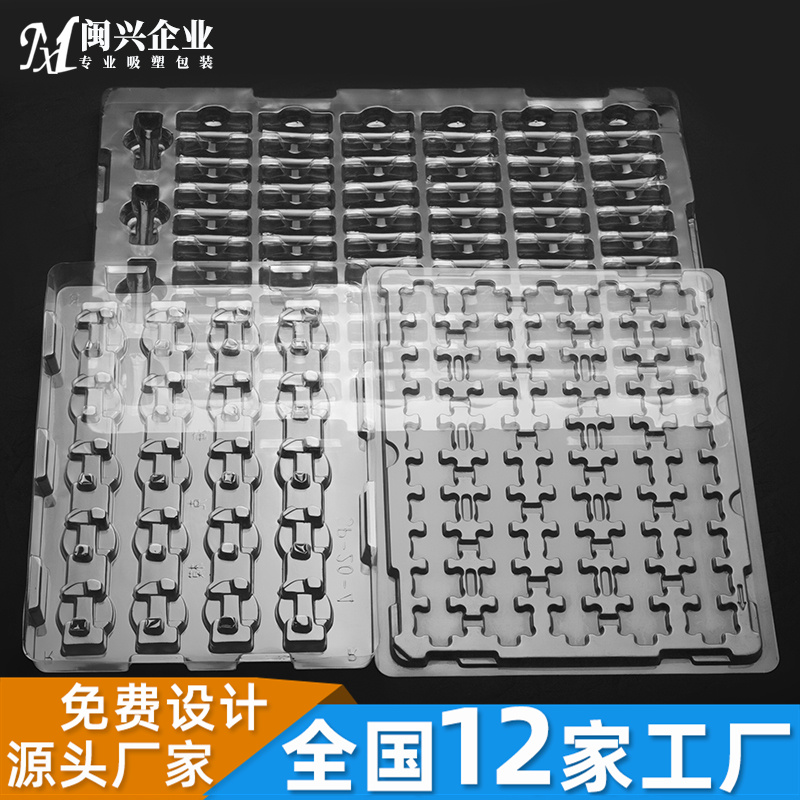
3生产设备吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。4三折泡壳包装三折泡壳包装是将泡壳折成三个边(前、底、后),多形成一个底边,以便产品能立在平面上。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的,适合于大口径的产品包装。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。
油墨组分中一些树脂材料在固化后(如UV油墨)硬度会高,导致吸塑效果不稳定,一般选择固化后硬度不高的树脂成分的印刷油墨。吸塑油因素的影响吸塑油是一种高分子材料,种类很多,可按照适用材料分类,如PP吸塑油、PVC吸塑油、金银卡吸塑油、卡纸吸塑油等。其主要成分是树脂(如聚氨酯类、丙烯酸类)、添加剂(如抗老化剂、稀释剂等)。按照性能不同,分为水性吸塑油、油性吸塑油、磨光吸塑油、耐磨吸塑油、强力吸塑油等。一般要求:涂布过程控制好涂布量大小,确保膜层表面的流平性、光泽度、渗透效果、干燥性;吸塑过程主要控制温度、压力、时间,确保吸塑牢固。这种盒子的材料一般是PVC镀金或pvc镀银、PET或者PP;

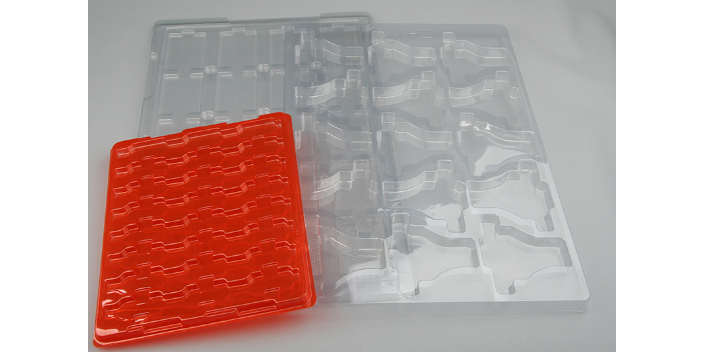
且外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。2,吸塑和胶盒的原材料耐化学性好,有良好的耐酸,耐碱,耐各类有机溶剂,可以长期放置而不发生氧化。吸塑工艺过程包括:印刷涂布吸塑油的工艺过程和吸塑热封工艺过程。目前有三种方式实现涂布过程:离线过油机满版过油、丝印局部过油、胶印连线过油。离线涂布和吸塑工艺一般要求产品印刷完后放置至少72小时,待大面积深色油墨区域完全干燥彻底后,方可过在表面过吸塑油,再放置至少24小时后方可进行吸塑过程。不需要严格要求精密度,所以一般选择吸塑工艺。精品电子吸塑包装价格对比
如化妆品与数码产品的客户使用的较多都是以吸塑盒作为内包装。精品电子吸塑包装价格对比
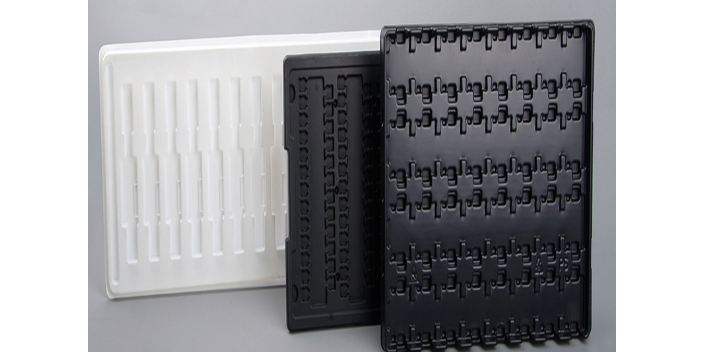
目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;精品电子吸塑包装价格对比
一、PVC片材韧性较高,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用封口机和高周波封边,是生产透明吸塑制品的主要原料。PVC片材是一种用途广而深受欢迎的材料,PVC胶片可以分为环保及不环保两种,可以制成透明、彩色、防静电、镀金、植绒等各种吸塑包装制品,其特点主要透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型,产品广用于玩具、食品、电子产品、医药、电器、礼品、化妆品、文具等产品外包装。再通过模具抽真空同时通过软海绵锥挤压;哪些电子吸塑包装制品价格浅谈吸塑包装的主要用途,吸塑包装被称为无容器包装,可大量节省包装的原辅材料,减少包装废弃物,符合全球大力...
- 眉山电子吸塑包装价格实惠 2024-11-25
- 雅安怎么电子吸塑包装 2024-11-24
- 凉山质量电子吸塑包装 2024-11-24
- 广安塑料电子吸塑包装 2024-11-24
- 宜宾电子吸塑包装哪里好 2024-11-24
- 什么样电子吸塑包装订制价格 2024-11-23
- 甘孜电子吸塑包装标准 2024-11-22
- 眉山自动电子吸塑包装 2024-11-21
- 德阳精品电子吸塑包装 2024-11-21
- 电子吸塑包装 2024-11-20

- 广元电子吸塑包装联系方式 2024-11-17
- 自动电子吸塑包装推荐 2024-11-17
- 自贡电子吸塑包装报价 2024-11-13
- 阿坝电子吸塑包装制造 2024-11-13
- 内江电子吸塑包装联系方式 2024-11-13
- 遂宁质量电子吸塑包装 2024-11-09





- 设计食品吸塑包装按需定制 11-30
- 内江食品吸塑包装服务电话 11-30
- 曲靖精品吸塑托盘 11-30
- 丽江什么是玩具吸塑包装 11-29
- 四川工具吸塑托盘 11-29
- 重庆怎么食品吸塑包装 11-29
- 乐山哪些防静电电子吸塑 11-29
- 哪些电子吸塑包装制品价格 11-28
- 饰品吸塑包装制造 11-28
- 巴中自动化妆品吸塑包装 11-28