- 品牌
- 闽兴,闽兴吸塑,闽兴吸塑包装,闽兴包装科技,闽兴包装材料科技
- 型号
- 定制
- 包装层次
- 内层包装,外包装,销售/终端包装
- 材质
- 塑料
- 加工定制
- 是
- 包装型式
- 包装盒
目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;如化妆品与数码产品的客户使用的较多都是以吸塑盒作为内包装。贸易五金工具吸塑包装制造

制造吸塑的步骤那么,真空成型的过程是怎么样的呢?主要分为以下三步:第一步:预热对塑料薄片进行加热处理,使之软化(如下图里面的黄色薄片)。第二步:成型通过阳模里面的抽气孔,将内部的空气抽掉,此时软化的塑料薄片由于空气压力的作用,紧紧吸附到阳模表面,其形态也自然与阳模相同,薄片冷却后发生固化成型。第三步:精加工将成型的吸塑产品取出,再对齐边角进行修边处理精加工,**终得到我们想要的效果。真空成型的方法种类真空成型的方法有很多,较为常见的有以下几种:1.凹模真空成型2.凸模真空成型3.凹凸模先后抽真空成型4.吹泡真空成型5.辅助凸模真空成型6.带有气体缓冲装置的真空成型贸易五金工具吸塑包装制造大小正好和一大张半成品配合;

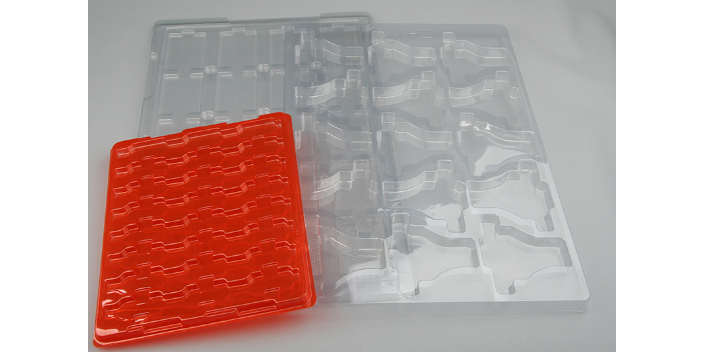
吸塑托盘在日常生活中属于比较常见的日用产品,生活中随处都用到,但你可能还不知道是什么?因为你都忽视了他,吸塑托盘就是你买回来的商品中,吸塑托盘作为一个保护作用或者是承垫作用的东西。例如你去超市买回来的鸡蛋,就在鸡蛋下面就有吸塑托盘,在超市买回来的不锈钢餐具就有吸塑托盘,你生活中用到口服液下面不是也有个东西承这的吗?那也是吸塑托盘。吸塑托盘在我们生活应用很广,不是特别拿出来说,可能大家都没有留意到。但也有些用的不是吸塑托盘而包装商品,不是说这些东西不好,而是不够吸塑托盘好而已。其他的有的是纸质的包装,这样很不环保,而吸塑托盘用的是塑胶,当你用完后可以再回收,施加一定的加工程序,又可以变成一个新的包装物。
在没有必要采用厂房整体降温的情况下,可以采用区域降温或岗位降温。区域降温可加风管也可不加风管,一般需降温区域相对集中在车间的某个区域,可以采用直接送风方式也可采用风管送风式,对这一个区域进行降温处理。2、岗位送风降温就是利用风管和风口将经湿帘冷风机处理的冷风输送到每一个需降温的工作岗位。设备安装在室外,接风管进入车间,风管铺设至每个工作岗位附近,然后在每个岗位处开设风口,通过风口风量和风向的调节将冷风合理地输送到每个工作岗位。1、吸塑工艺和注塑工艺,所使用的设备成本价位相差不大;
就价值方面,热成型板块占据比较大市场份额,预计在预测期内将以比较高复合年增长率增长。这种增长可归因于其打印质量优异且能承受各种气候条件图像的能力。另一方面,技术板块冷成型部分在吸塑包装市场中占有适中的份额。与热成型技术相比,冷成型技术是一个比较复杂的过程,因为它生产速度较慢,生产成本更高,包装不透明,这使得检查错误包装变得十分困难。按公司、不同层面及地区分析吸塑包装市场,前瞻产业研究院整理就价值方面,塑料薄膜部分按材料计算占比较大市场份额,预计在预测期间将以比较高复合年增长率增长。这种增长是由于其在几乎所有类型的包装类型中的应用,因为它提供了良好的产品可见性,并提供安全和有吸引力的包装。塑料也被用作制造吸塑包装的原料,因为它具有耐用、清洁、轻质、透明和成本效益。使用材料形态不同:吸塑一般使用板材经过真空吸附改变板材形状达到目的;贸易五金工具吸塑包装制造
同时还塑造和传播作用,对企业的品牌和**度产生重大的影响.贸易五金工具吸塑包装制造
生产包装主要还是从二点出发,市场调查以及包装设计,这二种是塑料产品制作**不可失去的二种做法,所谓的调查主要还是从消费者的购买角度出发,还有包装的使用效果调查,主要的调查是从物品销售的用户群体里做调查。能抓住消费者的购买眼光那物品的销售就不成问题了。吸塑盒包装是一种外观型的包装产品,这类包装主要以档次的外观还有整体的外观规格给很多物品带上的特殊的亮点,盒包装的类型来源主要还是以它的使用以及它的整体外观得出,要想做好吸塑盒包装更多的还是要从的外观设计以及使用内外才能整合出真正的价值包装,在销售的市场上很多物品上商都称赞,很多使用者都说这类包装的档次外观、价格便宜还有着小巧玲珑的感觉,这种有美化作用的包装大多使用在数码产品上或者使用作为内包装。贸易五金工具吸塑包装制造

吸塑包装尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:1.手工起模时造成的偏差。此偏差一般小于2mm。2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此...
- 内江五金工具吸塑包装订做价格 2024-12-10
- 贸易五金工具吸塑包装制造 2024-12-06
- 雅安五金工具吸塑包装价格实惠 2024-12-05
- 雅安五金工具吸塑包装标准 2024-12-05
- 贵州自动五金工具吸塑包装 2024-12-01
- 贵州五金工具吸塑包装哪里好 2024-11-30
- 如何五金工具吸塑包装大概价格 2024-11-27
- 德阳五金工具吸塑包装按需定制 2024-11-26
- 内江五金工具吸塑包装价格表 2024-11-25
- 五金工具吸塑包装按需定制 2024-11-24

- 贸易五金工具吸塑包装放心 2024-11-15
- 五金工具吸塑包装价格对比 2024-11-13
- 云南出口五金工具吸塑包装 2024-11-12
- 四川五金工具吸塑包装 2024-11-10
- 贵州五金工具吸塑包装规范 2024-11-08
- 眉山五金工具吸塑包装 2024-11-05




- 吸塑盒petg 12-11
- 精品防静电电子吸塑制造 12-11
- 生鲜吸塑托盘订制价格 12-11
- 雅安电子吸塑包装规范 12-10
- 绵阳食品吸塑包装供应 12-10
- 安顺吸塑托盘制品价格 12-10
- petg吸塑包装盒厂家 12-10
- 内江五金工具吸塑包装订做价格 12-10
- 生鲜吸塑托盘供应 12-10
- 攀枝花自动化电子吸塑包装 12-10