- 品牌
- speed
- 型号
- SS-506
- 加工定制
- 是
- 印刷
- 无
- 厚度
- 9*300*380mm
- 规格
- 12*300*380mm
- 厂家
- 深圳市深华印刷器材科技有限公司
- 刀版弹垫
- 12*300*380mm
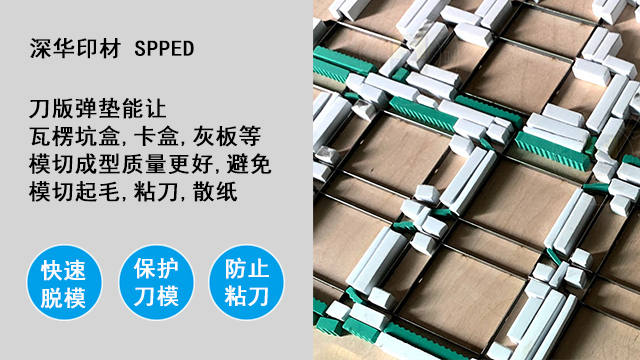
高速模切过程中发现乱纸散纸问题解决方案高速模切过程中当遇到侧规方向两侧模切合压后烟包“抬头”,撞到了常规粘贴的刀板弹垫边缘收纸,造成散纸,乱纸时。根据有效的模切经验解决方法是,取用几根刀板弹垫粘贴在“燕尾”及“舌头”的刀板弹垫空白处,人为制造出一个纸张前进的“轨道”,平滑疏导“抬头”烟包,经此处理后,模切速度提升到每小时5500张也未发生散纸现象,半小时后再将模切速度逐渐升到6000张每小时,开始正常生产。SPEED刀版弹垫在瓦楞纸模切中耐压性怎么样。安徽瓦楞纸盒刀版弹垫
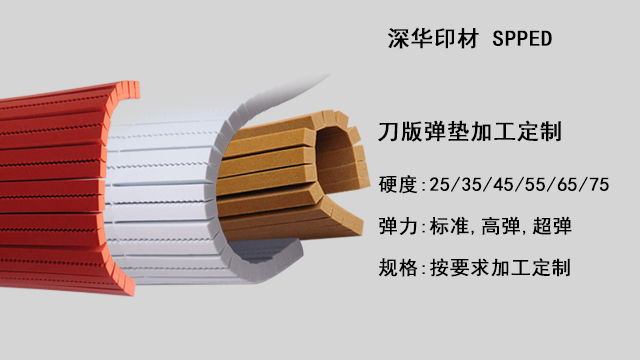
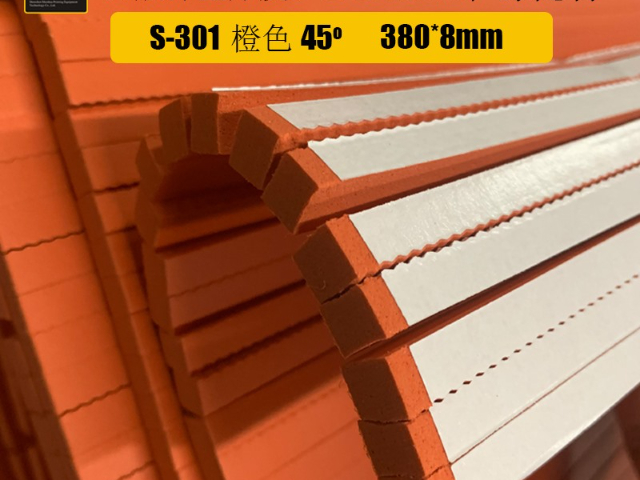
白卡纸模切成型为什么要推荐用45度SPEED刀版弹垫?卡纸表面涂层耐摩擦值0.4N·m,45度SPEED刀版弹垫通过优化弹性模量(1.5-2.0MPa)实现:0.07秒快速回弹保护涂层(接触时间<0.03秒)均匀分散压力至≤0.35MPa(低于涂层剥离阈值)切口毛边控制≤0.08mm(ISO等级A)预防的重心风险:印刷面划伤(不良率超3%)涂层爆裂(温湿度变化时加剧)模切不透需二次加工深华印材25年SPEED刀版弹垫生产厂家,具有自主发泡,有研发实力,能接客户要求定制,产品覆盖全国,合作客户超5500家客户;2024年销量同比增长40%。甘肃减震刀版弹垫哪里有卖自动模切机刀模为什么要用SPEED刀版弹垫。
使用带表皮的材料刀版弹垫效果:使用带皮面的垫刀海绵,因带皮面较光滑,故也能降低粘胶的可能性,但缺点为回弹性降低及平整度较差,带皮面的表皮层因为是不发泡层,也较硬,且泡棉发泡表面平整度差,加工厚度时一般会把表皮去掉后才加工;使用透气性刀版弹垫效果:使用透气型刀模垫,透气型刀模垫为开孔发泡,孔与孔之间相连有较大空间,与胶粘连的面积会降低,且其材质亦有一定的不粘胶特性,但其缺点为使用于细小缝隙与小孔冲压的时候会容易掉渣。
刀版弹垫硬度弹力选择怎么区分:例如PC、PE橡胶垫光学胶,这些材料硬度高冲压时不容易脱模,因此得选择高硬度的刀版弹垫;刀版弹垫硬度弹力选择区分:模具刀线间距太小,常塞有弹不起的泡棉渣也要用到弹力好,硬度高的垫刀泡棉;刀版弹垫硬度弹力选择区分:接口太多,容易有裂口的模具则就用硬度较低的泡棉以免崩刀;测量泡棉的硬度方法:测量泡棉的软硬度用硬度计,如果把3MM的泡棉平放在桌面上,用力也能按下去,硬度一般不超过45°。装好模切刀版后,SPEED刀版弹垫如何确保彩盒纸张开始走纸就顺畅。
卡纸彩盒切口要求镜面光滑,45度硬SPEED刀版弹垫如何做到零纸丝?卡纸彩盒对外观要求极高,刀口必须光滑、无纸丝;45度硬SPEED刀版弹垫的闭孔结构使回弹均匀,刀刃抽出瞬间将卡纸整体向上顶起,填满刀槽,防止膜层被刀背撕扯。若使用更软弹垫,卡纸反弹滞后,刀口会带丝;若更硬,膜层易爆裂,45度硬SPEED刀版弹垫正好平衡这两种极端。经测试,同批次卡纸盒改用45度硬SPEED刀版弹垫后,表面缺陷率从千分之三降至万分之五,后续烫金、压纹套位更准确,整机稼动率提高。深华印材加工的SPEED刀版弹垫产品覆盖全国,合作客户超5500家客户;2024年销量同比增长40%深圳哪里有刀版弹垫的生产厂家。安徽瓦楞纸盒刀版弹垫
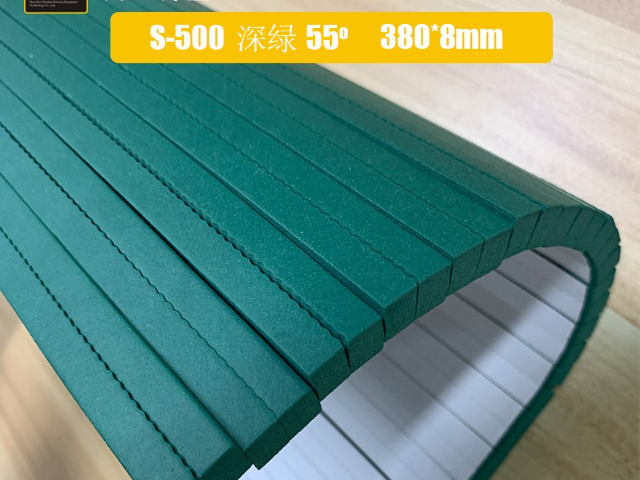
胶片模切为什么要用55度SPEED刀版弹垫。安徽瓦楞纸盒刀版弹垫
刀垫太硬导致纸板啤不穿刀垫硬度过高会导致模切机压力不够,使得纸板无法被模切机顺利切穿。此时,可以考虑更换硬度适中的刀垫,以减少模切机的压力达到顺利冲切。刀模刀片磨损严重也会导致纸板啤不穿。刀片磨损会降低切割力和切割效果,使得纸板无法被完整切割。此时,需要及时更换刀片,确保切割效果。刀垫厚度太厚或也会直接影响模切冲压效果,因此一般要根据自己刀具的高度选择合适厚度的刀垫,一般刀垫高出刀具1毫米即可刀垫与模切刀的间隙也很重要,我们在粘贴刀垫时需要把刀与刀垫之间空留1至3毫米纸板的质量也会影响切割效果。如果纸板质地较硬或含有较多纤维,刀模泡棉硬度较高时可能无法穿透纸板。此时,可以尝试使用质地较软的纸板或调整刀模泡棉的硬度。安徽瓦楞纸盒刀版弹垫
深圳市深华印刷器材科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的包装中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

- 天津刀模刀版弹垫有哪些 2026-05-23
- 加工定制刀版弹垫哪家便宜 2026-05-23
- 江苏抗压刀版弹垫批发厂家 2026-05-23
- 吉林刀模刀版弹垫批量定制 2026-05-23
- 黑龙江哪家的刀版弹垫怎么使用 2026-05-22
- 3mm刀版弹垫 2026-05-22
- 河北抗压刀版弹垫 2026-05-22
- 浙江模切机用刀版弹垫哪里有卖 2026-05-22