缓冲气柱袋的重心材料为热塑性高分子聚合物,其主要特性如下:物理性能:密度低(约0.9-1.1g/cm³)、透明度高(可达90%以上)、柔韧性好,便于印刷品牌标识。机械性能:拉伸强度≥30MPa,断裂伸长率≥500%,耐撕裂性强,可承受多次弯曲而不破裂。化学稳定性:耐酸碱、耐油脂,不与大多数化学品反应,适用于食品、药品等敏感产品包装。阻隔性能:通过添加EVOH(乙烯-乙烯醇共聚物)等高阻隔层,可将氧气透过率降至1-5cm³/(m²·day·atm),有效延长食品保质期。气柱袋选择江阴艾尔克缓冲材料有限公司,有需要可以电话联系我司哦!连云港缓冲气柱袋
目前,易撕气柱袋常用的充气阀主要有单向逆止阀、双向阀两种,其中,单向逆止阀应用较普遍,凭借其“充气便捷、密封严密”的优势,占据市场主流。双向阀则具备充气与放气双向功能,充气时,气体通过阀门注入气柱单元,放气时,打开阀门即可将气体排出,适合需要频繁充气、放气的场景(如可重复使用的包装、临时缓冲防护等)。双向阀的密封性能略逊于单向逆止阀,但使用灵活性更高,可根据实际需求选择。此外,随着技术的升级,新型的“无印阀”技术应运而生,将充气速度提升至传统阀门的2倍,同时减少油墨污染,进一步提升了易撕气柱袋的生产效率与环保性。南京缓冲气柱袋厂家气柱袋请选江阴艾尔克缓冲材料有限公司,有需要可以电话联系我司哦!
气柱袋的制备工艺涵盖原料处理、薄膜成型、热封成型、气阀安装、质量检测五大重心环节,自动化设备的广泛应用与精细化工艺控制,明显提升了生产效率、产品一致性与防护可靠性。具体生产流程如下:首先进行原料预处理,针对新料需进行干燥处理,去除水分(水分含量控制在0.05%以下),避免影响薄膜成型质量;针对再生料,需经过分拣、破碎、清洗、消毒、纤维分级等工序,去除杂质与污染物,同时对纳米改性剂进行表面处理,提升其与基材的相容性。原料预处理完成后,通过双螺杆挤出机实现熔融共混,挤出温度控制在180-200℃,螺杆转速300-500r/min,确保原料充分混合均匀;随后通过流延机挤出成型薄膜,模头温度控制在200-220℃,冷却辊温度保持在15-25℃,牵引速度2-3m/min,确保薄膜厚度均匀性(厚度偏差控制在±0.002mm以内),薄膜宽度可根据产品规格灵活调整。
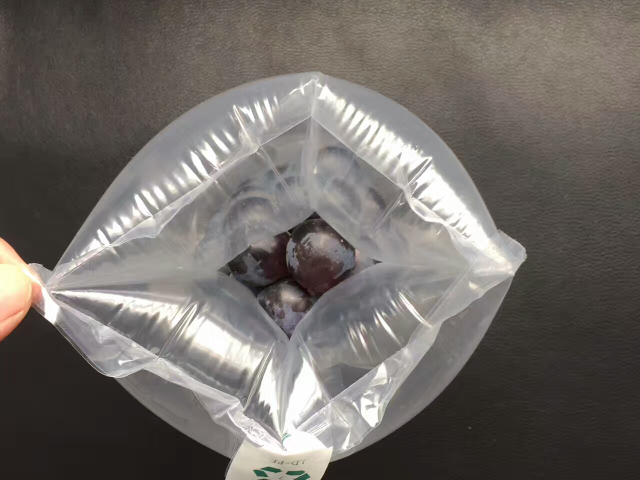
气柱单元是易撕气柱袋实现缓冲防护的重心部分,其结构设计与排列方式,直接影响缓冲效果。易撕气柱袋的气柱单元采用单独密封设计,通过自动化热封工艺,将复合薄膜热封成一个个单独的、互不连通的气室(气柱),每个气柱的尺寸、间距可根据商品需求进行定制,常用的气柱直径为10-30mm,气柱高度可根据商品高度灵活调整。这种单独气柱结构如同潜水艇的舱室结构,具备“局部破损不影响整体”的优势——当某个气柱被尖锐物体刺破或受损时,其他气柱仍能保持正常气压,继续发挥缓冲防护作用,确保商品不受损坏。例如,某物流企业测试显示,易撕气柱袋在单个气柱破损后,整体缓冲性能只下降8%,远优于传统气泡膜的50%失效风险。充气后,气柱单元会形成立体的缓冲层,贴合商品的表面,当商品受到撞击、挤压等外力时,气柱内的空气会通过压缩、膨胀,分散外力,吸收冲击力,如同“空气弹簧”一般,将商品受到的冲击力降至比较低,避免商品出现破损、变形等问题。气柱袋,选择江阴艾尔克缓冲材料有限公司,有需要可以电话联系我司哦!

易撕气柱袋的基材选择,不仅要保证抗穿刺性、密封性等防护性能,还要兼顾易撕性,避免出现“防护性强但撕不开”“易撕但防护性差”的问题。因此,易撕气柱袋的基材通常采用“***E”共挤复合薄膜,其中,PA材质提供抗穿刺性与柔韧性,PE材质提供易撕性与密封性,两种材质的协同作用,实现“防护与易撕”的平衡。PE材质的分子结构较为松散,撕裂强度较低,容易被撕开,且撕裂面平整,适合作为易撕结构的基材;PA材质的分子结构紧密,撕裂强度较高,可提升基材的整体强度,避免易撕结构过于脆弱,导致气柱袋在运输过程中意外撕裂。通过调整PA与PE的配比(常用配比为1:3-1:5),可实现易撕性与防护性的精细平衡:PE占比越高,易撕性越好;PA占比越高,防护性越强,可根据不同商品的防护需求,调整配比,实现按需定制。气柱袋,就选江阴艾尔克缓冲材料有限公司,需要的话可以电话联系我司哦。上海缓冲气柱袋咨询
气柱袋选择江阴艾尔克缓冲材料有限公司,有需要可以联系我司!连云港缓冲气柱袋
缓冲气柱袋的生产主要包括以下步骤:原料准备:将PE树脂、PA切片及助剂(如抗氧化剂、紫外线吸收剂)按比例混合,经挤出机熔融共挤,制成多层复合薄膜。薄膜分切:将宽幅卷材分切成所需宽度,精度控制在±1mm以内。制袋成型:通过高速制袋机将薄膜折叠成“筒状”,并进行纵向热封,形成连续的气柱通道。横向热封与切割:采用脉冲热封技术,在设定间距处进行横向密封,同时切割成单个气柱袋,热封温度180-220℃,压力0.3-0.5MPa,时间0.5-1秒。充气检测:通过自动充气机向气柱内充入空气,压力设定为0.03-0.04MPa,同时进***密性检测,剔除漏气产品。成品包装:将合格产品卷绕或折叠,装入纸箱,标注规格、数量等信息。连云港缓冲气柱袋