- 品牌
- speed
- 型号
- SS-506
- 加工定制
- 是
- 印刷
- 无
- 厚度
- 9*300*380mm
- 规格
- 12*300*380mm
- 厂家
- 深圳市深华印刷器材科技有限公司
- 刀版弹垫
- 12*300*380mm
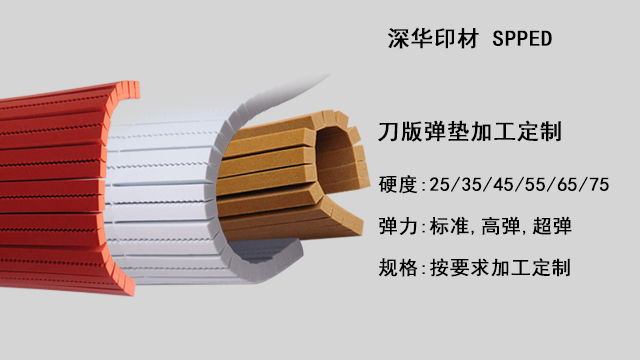
好的刀版弹垫是什么样的回弹力高、胶粘度强、密度性高、胶纸易剥离;弹力好,模切回弹性快才耐用,棉细耐切,回弹快且持久,大幅度提高模切速度;粘性好,不残胶;天然质量背胶,粘性强劲撕掉后不留残胶,易清理;密度高耐压性强才耐用。密度越高,反弹效果越好,回弹力越高,材料越好冲压。易剥离不干胶;EVA材质+底部背。长时间撕开不干胶,分条匀称好裁切,尺寸标准,简单好用,裁切方便,目前垫刀泡棉从普通的15度到超弹75度,均可加工定制。自动模切机节拍被谁拖慢?SPEED刀版弹垫回弹速度为何成为关键瓶颈。四川刀模刀版弹垫有哪些
白卡纸模切成型为什么要推荐用45度SPEED刀版弹垫?卡纸表面涂层耐摩擦值0.4N·m,45度SPEED刀版弹垫通过优化弹性模量(1.5-2.0MPa)实现:0.07秒快速回弹保护涂层(接触时间<0.03秒)均匀分散压力至≤0.35MPa(低于涂层剥离阈值)切口毛边控制≤0.08mm(ISO等级A)预防的重心风险:印刷面划伤(不良率超3%)涂层爆裂(温湿度变化时加剧)模切不透需二次加工深华印材25年SPEED刀版弹垫生产厂家,具有自主发泡,有研发实力,能接客户要求定制,产品覆盖全国,合作客户超5500家客户;2024年销量同比增长40%。刀版弹垫奥宝牌55度speed刀版弹垫模切灰板能避免哪些模切问题。
如何巧妙使用防爆胶条消除模切产品的冲压印痕很多时候,我们会发现烟包与75度白色防爆胶条的接触表面会被压出一条比较明显的印痕,特别是在那些表面非常光亮或者纸张较薄、较软的烟包上,表现更为明显。排除海绵胶条压到模切底模或压痕模这一因素之后印刷厂,主要原因可能是75度白色防爆胶条的硬度较大,使得烟包在防爆胶条边缘的两侧所受压力反差过大所致。如果将防爆胶条的边缘削斜或者换用较软的防爆胶条,又易导致模切产品出现锯齿状毛边。在75度白色拱形胶条旁紧贴上一条硬度为35度或25度的软质海绵胶条,使拱形胶条与纸张接触面的压力平稳过渡数码印刷,则烟包上的海绵胶条压印痕就会自然消失。
刀版弹垫硬度弹力选择怎么区分:例如PC、PE橡胶垫光学胶,这些材料硬度高冲压时不容易脱模,因此得选择高硬度的刀版弹垫;刀版弹垫硬度弹力选择区分:模具刀线间距太小,常塞有弹不起的泡棉渣也要用到弹力好,硬度高的垫刀泡棉;刀版弹垫硬度弹力选择区分:接口太多,容易有裂口的模具则就用硬度较低的泡棉以免崩刀;测量泡棉的硬度方法:测量泡棉的软硬度用硬度计,如果把3MM的泡棉平放在桌面上,用力也能按下去,硬度一般不超过45°。卡纸套准控刀模用45度SPEED刀版弹垫能避免模切移位吗?

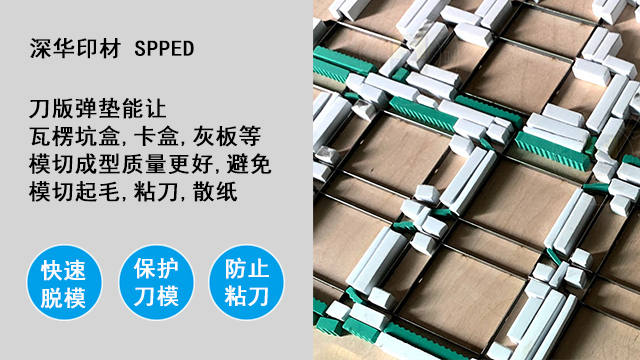
刀版弹垫作用和使用方法:模切版装刀完成后,为了防止模切刀、压痕线在模切、压痕时粘住纸张,使纸张在模切时走纸顺畅,在刀线两侧要粘贴弹性模切胶条。模切自粘胶条在模切中所起的作用非常重要,它直接影响模切的速度与质量。在不同的模切机上,应根据模切的速度和模切活件及有关条件,选用不同硬度、尺寸、形状的模切胶条非常重要。刀版弹垫区分和使用位置:模切胶条按硬度分有标准胶条、硬胶条和特硬胶条,模切胶条根据接粘接位置不同,需要选用不同硬度的胶条。通常贴在狭小部分的位置或方齿刀、拉链刀等特殊刀具两侧,也可贴在高速模切机模切刀的连点位置。牛皮纸模切为什么要用40度SPEED刀版弹垫。电子产品模切刀版弹垫
新员工培训为何通过亲手按压SPEED刀版弹垫就能很快掌握调模要领?四川刀模刀版弹垫有哪些
刀垫太硬导致纸板啤不穿刀垫硬度过高会导致模切机压力不够,使得纸板无法被模切机顺利切穿。此时,可以考虑更换硬度适中的刀垫,以减少模切机的压力达到顺利冲切。刀模刀片磨损严重也会导致纸板啤不穿。刀片磨损会降低切割力和切割效果,使得纸板无法被完整切割。此时,需要及时更换刀片,确保切割效果。刀垫厚度太厚或也会直接影响模切冲压效果,因此一般要根据自己刀具的高度选择合适厚度的刀垫,一般刀垫高出刀具1毫米即可刀垫与模切刀的间隙也很重要,我们在粘贴刀垫时需要把刀与刀垫之间空留1至3毫米纸板的质量也会影响切割效果。如果纸板质地较硬或含有较多纤维,刀模泡棉硬度较高时可能无法穿透纸板。此时,可以尝试使用质地较软的纸板或调整刀模泡棉的硬度。四川刀模刀版弹垫有哪些
深圳市深华印刷器材科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的包装中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

- 黑龙江品牌刀版弹垫 2026-05-12
- 青海刀版弹垫常见问题 2026-05-11
- 四川刀模刀版弹垫哪家好 2026-05-11
- 延长寿命刀版弹垫 2026-05-11
- 江苏品牌刀版弹垫有哪些 2026-05-10
- 重庆瓦楞纸盒刀版弹垫哪家好 2026-05-10
- 湖南加工定制刀版弹垫哪家好 2026-05-09
- 湖北高回弹刀版弹垫常见问题 2026-05-08



