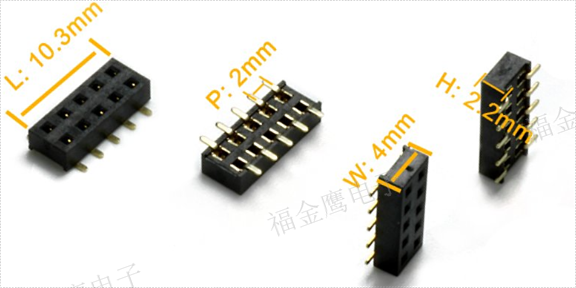
纺织机针座,包括底座、第1针排、第二针排,第1针排的梳针之间的间距与第二针排的梳针之间的间距相等,上述第1针排固定安装在上述底座上,上述第二针排活动安装在上述底座上,上述第1针排与上述第二针排相互平行,上述底座设有弧形滑槽,上述弧形滑槽内设有滑块,上述底座设有连接柱,上述滑块与上述连接柱通过弹簧连接,上述滑柱与上述第二针排固定连接。的有益效果为:该针座的梳针之间的间距可在两个数值之间进行调节。通过碳纤维金属材料制成的第1连接块和第二连接块,降低膨胀系数,降低排针间距的变化,提高织品的质量。针座要求底部贴板插装,且位置端正,方向正确。韶关2.5针座生产厂家

封管时夹子与针座距离对留置时间的影响。方法选取慢性肺源性心脏病患者60,第1次在左上肢进行留置针穿刺,封管时夹子距针座15mm,第2次在右上肢平行位置进行留置针穿刺,封管时夹子距针座5mm,记录2次留置时间及留置针使用期间外渗,堵管发生情况。结果第2次患者静脉留置针留置时间长于第1次(P0。05)。第2次患者静脉留置针使用期间外渗,堵管发生率均低于第1次(P0。05)。结论慢性肺源性心脏病患者静脉留置针封管时夹子距针座5mm较夹子距针座15mm时,留置时间更长,外渗,堵管发生率更低。汕头直插针座尺寸针座可实现将连接器针座的各部件自动组装成连接器针座产品。

“精确度”是探测仪器基本的指针,涵盖定位、温度及生产率等三个层面。首先,必须能稳定、精确地探测到小型垫片,载台系统亦须精确、能直接驱动晶圆托盘,并在晶圆移动的过程中准确地将晶圆和晶圆对位;其次,必须具备动态监控机制,确保所挟带的空气以监控温度、掌握可靠度和稳定性;后,必须对高产出的进阶移动做动态控制才能拥有佳的终结果。整体而言,针脚和垫片之间的相应精确度应在±1.5μm之间。随着新工艺的微缩,为了强化更小晶粒定位的精确性,需要动态的Z轴辅助校正工作,以避免无谓的产出损失。
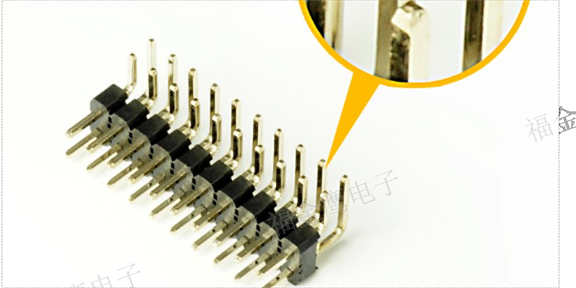
针座焊接:针座要求底部贴板插装,且位置端正,方向正确,针座焊接后,底部浮高不超过0。5mm,座体歪斜不超出丝印框。成排的针座还应保持整齐,不允许前后错位或高低不平。焊点截面:元件剪脚尽可能不剪到焊锡部分,在引脚与焊锡的接触面上无裂锡现象。在截面处无尖刺、倒钩。焊点表面:光滑、明亮,无黑斑、助焊剂等杂物,无尖刺、凹坑、气孔、露铜等缺陷。焊点高度:焊锡爬附引脚高度单面板不小于1mm,双面板不小于0。5mm且需透锡。焊点形状:呈圆锥状且布满整个焊盘。针座组装方便,结构稳定,保持使用寿命长。

贴公用焊片的贴片针座,包括塑胶基座,接触端子和焊片,塑胶基座的内部设有插槽,塑胶基座的底板内部设有接触端子槽,接触端子槽有十个,接触端子有十个,十个接触端子分别插入十个接触端子槽中,塑胶基座的左右两侧壁内部各设有一个焊片槽,焊片有两个,两个焊片分别插入两个焊片槽中,焊片包括焊片本体,立贴焊接部,卧贴焊接部,第1焊片固定脚和第二焊片固定脚。与现有技术相比,一种带有立贴卧贴公用焊片的贴片针座,将焊片设计成直角形状,两直角边上分别设置立贴和卧贴焊接部,使得立贴和卧贴贴片针座都能公用。针座可以利用真空吸嘴自动化装配的效果,节约了人工保证了产品品质。韶关2.0立贴针座规格参数
针座利用真空吸嘴自动化装配的效果,节约了人工保证了产品品质。韶关2.5针座生产厂家
便于密封的连接器针座,与针座连接的胶壳,针座包括针座柱以及胶壳槽,针座柱与胶壳槽为一体设置分布,针座柱上端设置有胶壳槽,针座柱四周设置有密封胶,胶壳槽上设置有限位块,限位块与胶壳卡扣连接。针座上设置胶壳槽,胶壳槽内设置肋槽与肋柱匹配设置,方便插拔,通过限位块与胶壳卡扣连接,通过在针座下端设置密封胶,导电端子插入针座主体的端子孔后,不需要任何辅助工具便可让端子锁在端子孔内。能够使得连接器密封,防止渗水或其他液体,连接牢固,不易松动,连接稳定强度高,密封性好,结构简单,成本低。韶关2.5针座生产厂家