- 品牌
- 川井
- 型号
- EC2128
- 品种代码
- EC2128
- 溶解性
- 水溶性,油性
- 类别
- 微乳化切削液,半合成切削液,全合成切削液,不锈钢切削液,铝合金切削液,镁合金切削液,乳化切削液,合成切削液,铸铁切削液
- 性能
- 防锈切削液,润滑切削液,冷却切削液,清洗切削液,环保切削液
- 适用材料
- 铁、碳钢、合金钢、不锈钢、铜、铝
- 产地
- 东莞
- 厂家
- 亿尔佳防锈材料有限公司
研磨液大体上分成油剂和水剂两种,油剂研磨液由航空汽油、煤油、变压器油及各种植物油、动物油及烃类,配以若干添加剂组成,水剂研磨液则由水及各种皂剂配制而成。研磨液少量滴入滚筒内搅匀,在运作时会粘附零件与磨料的表面,对金属零件表面的氧化膜有化学作用,使其软化,金属表面被软化后易于研磨,好的研磨液更能提高研磨效率。研磨液还像润滑油似的,在研磨块和金属表面起润滑作用,让研磨出来的金属零件表面更光滑、光洁,不会有油污。研磨加工后的零件,在短时间内未清洗也不会对零件有影响,因为研磨液会带有一些防锈的功能,在清洗前保护零件,但长时间的防锈,还是需要用防锈油去防护。亿尔佳金属研磨液,溶液透明,可见性好,特别适合数控机床、加工中心等现代加工设备上使用,拥有良好的防锈性能和润滑性,无泡沫,沉屑性好。研磨后保持机床和零件的清洁、光亮,不易发臭,对人体皮肤无刺激,可提供样品。 微乳切削液和乳化油哪个好?汽车配件切削液厂家现货
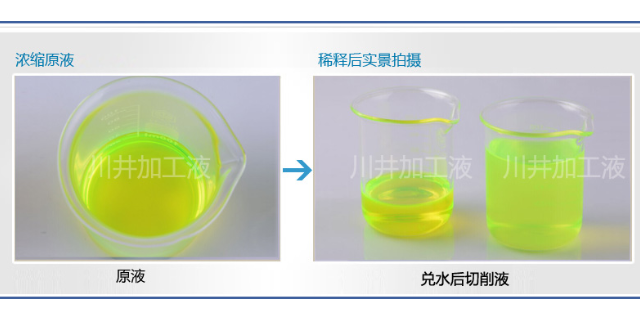
切削液
切削液是金属切削加工过程中不可或缺的一部分。其关键功能包括降低切削温度、减少切削力、防止刀具磨损以及提高加工表面质量。在这篇文章中,我们将探讨切削液的重要性以及如何选择和使用切削液来优化加工过程。一、切削液的重要性降低切削温度:切削过程中,刀具与工件之间产生大量热量。切削液可以有效地吸收和带走这些热量,从而降低切削温度,防止工件热变形和刀具磨损。减少切削力:切削液可以降低刀具与工件之间的摩擦系数,从而减少切削力。这有助于延长刀具寿命,提高加工精度和表面质量。防止刀具磨损:切削液中的添加剂可以在刀具表面形成一层保护膜,减少刀具与工件之间的直接接触,从而防止刀具磨损。提高加工表面质量:切削液可以改善加工表面的粗糙度,使表面更加光滑、细腻。河北铝合金切削液厂家报价全合成切削液发臭的原因。
在选择切削液时,需要考虑以下几个要点。首先是切削液的类型,常见的有水溶性切削液和油溶性切削液。水溶性切削液适用于大多数金属加工,具有良好的冷却和润滑性能;油溶性切削液适用于重切削和重负荷加工,具有较好的润滑性能。其次是切削液的浓度和PH值,需要根据具体加工情况进行调整。切削液的稳定性和环保性,选择具有良好稳定性和环保性的切削液可以减少对环境的污染和对操作人员的伤害。正确选择和使用切削液可以提高加工效率和产品质量,延长刀具寿命,降低生产成本。
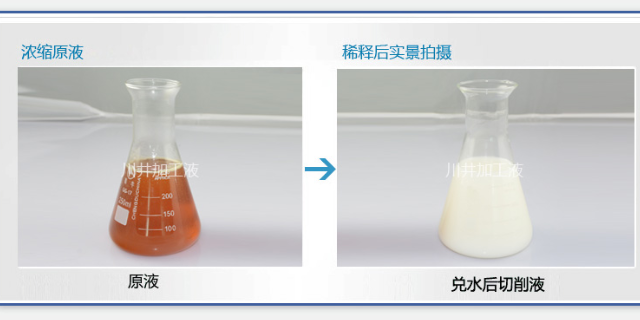
1.铜的切削特点(1)纯铜强度较低、硬度低,不能热处理强化,只能通过冷加工变形强化,但因塑性大,铜切削加工性与纯铝同样不好,变形强化倾向大,易粘刀,很难切出光洁的已加工表面。一般选用润滑性能较好的切削液。(2)黄铜的强度、硬度高于紫铜,但有一定的脆性,易产生崩碎切屑,切削加工性较好,一般可选用非活性的减磨乳化切削液和微乳化切削液,用高速钢刀具精加工时可选用非活性的极压切削液。(3)青铜尤其是铍青铜的强度、硬度更大,可以选用普通乳化切削液和微乳化切削液。(4)选择铜及铜合金的切削液时,必须注意的问题是切削液对铜的腐蚀性。油性切削液中的油脂或酯类物质有可能引起零件变色;使用水性切削液时须选择抗硬水能力强的,而且PH值不能太高。不能使用含有活性硫添加剂的切削液,同时在切削液中需要添加铜合金缓蚀剂。切削时产生的细屑要即时清理,要使用过滤器,否则铜屑易与切削液中的某些成分发生化学反应而使切削液变质。乳化切削液的正确兑水方法。

在选择切削液时,需要考虑以下几个要点。首先是切削液的类型,常见的有水溶性切削液和油溶性切削液。水溶性切削液适用于大多数金属加工,具有良好的冷却和润滑性能;油溶性切削液适用于重切削和重负荷加工,具有较好的润滑性能。其次是切削液的浓度和PH值,需要根据具体加工情况进行调整。切削液的稳定性和环保性,选择具有良好稳定性和环保性的切削液可以减少对环境的污染和对操作人员的伤害。总结起来,切削液在机械加工中起到了降低摩擦、冷却刀具、清洁加工表面的重要作用。正确选择和使用切削液可以提高加工效率和产品质量,延长刀具寿命,降低生产成本。希望本文能够帮助您更好地了解和使用切削液,提升您的加工能力。微乳切削液对人体有害吗?上海金属板材切削液技术指导
微乳切削液是油性的还是水性的?汽车配件切削液厂家现货
脱水防锈油的防锈原理可以分为以下几个步骤:1.脱除水分:脱水防锈油中含有特殊的成分,可以吸附和分散金属表面的水分。这些成分能够与水分发生化学反应,将水分分解或脱除,从而降低金属表面的湿度。2.形成保护膜:脱水防锈油中的成分能够在金属表面形成一层薄膜。这层薄膜具有良好的附着性和润滑性,能够有效地隔离金属与外界环境的接触,防止氧化和腐蚀的发生。保护膜通常是由油脂或润滑剂组成,能够提供长期的防护效果。3.抑制氧化反应:脱水防锈油中的成分还可以与金属表面上的氧发生反应,形成一层氧化物膜。这层氧化物膜能够进一步隔离金属与外界氧气的接触,抑制氧化反应的发生,从而保护金属不被氧化和腐蚀。汽车配件切削液厂家现货

- 福建黑色金属切削液哪里买 2024-09-10
- 广西有色金属切削液样品试用 2024-09-09
- 河北不锈钢切削液销售 2024-09-08
- 浙江铜材切削液销售 2024-09-08
- 河北半合成切削液主要作用 2024-09-07
- 安徽金属板材切削液售价 2024-09-06
- 广东铁切削液平均价格 2024-09-06
- 四川铝切削液厂家供应 2024-09-06