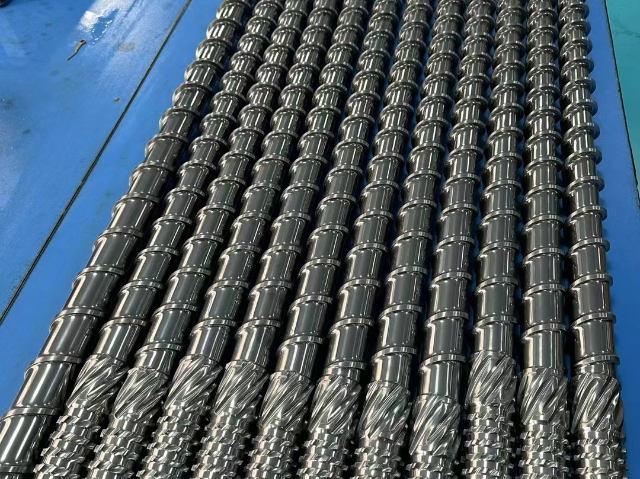
刀具表面处理是一个内涵很广最常见的涂层技术,其实还包括涂层前为了让膜层结合更牢固的预处理,以及涂层后为了进一步提升性能的精加工。涂层前预处理:打好地基在正式涂层前,刀具表面需要“清洁”和“强化”,这是保证涂层不脱落、刃口不崩刃的基础。清洁与粗化(如湿喷砂):用含有极细磨料的液体流高速冲击刀具表面。这能像“精细洗牙”一样,去除掉表面的油污、氧化层和脆弱层,同时制造出均匀的微观凹凸,让后续的涂层能像树根扎进泥土一样“抓”得更牢,结合强度可提高2倍以上。刃口强化(如ESC工艺):新磨好的刀刃过于锋利,微观下呈锯齿状,容易崩口。ESC工艺通过振动珩磨等方法,将刃口精确地钝化到一个比较好半径(比如实验得出的50μm)。这能增强刃口强度,减少崩刃风险,让刀具耐用度提高1.2倍甚至更多。氮化铬铝表面处理,提升材料耐磨性,让设备在运行中更持久。滚刀氮化铬铝提高模具刀具寿命

表面镀层/镀膜相沉积(PVD)原理:在真空环境中,将靶材(如钛、铬)原子气化,与氮气、乙炔等反应生成涂层(如TiN、CrN、TiAlN)。特点:处理温度低(200-500℃),对模具基体影响小;涂层硬度高(可达3000HV以上)、表面光滑、摩擦系数低。应用:型芯、型腔、顶针等关键部件,尤其适用于高精度、高耐磨要求的模具。化学气相沉积(CVD)原理:在高温(800-1000℃)下,通过气相反应生成涂层(如TiC、TiN)。特点:结合力强、绕镀性好,但高温易导致模具变形,需后续重新热处理。应用:高耐磨、低精度要求的模具,如切削刀具、拉丝模等。电镀原理:通过电解沉积金属层(如铬、镍)增强耐腐蚀性。特点:工艺简单、成本低,但镀层结合力相对较差,易剥落,且可能含有有害物质(如六价铬)。应用:对耐腐蚀性要求不高,且对环保要求较低的模具。上海切刀氮化铬铝ALCrN氮化铬铝表面处理让材料具备出色的耐高温性能,适应高温工作环境。
表面处理的应用领域汽车工业:表面处理用于提高汽车零部件的耐腐蚀性和耐磨性,如发动机缸体、曲轴、齿轮等。航空航天:对材料表面性能要求极高,表面处理用于提高零部件的耐高温、耐腐蚀和耐磨性能。电子工业:表面处理用于提高电子元器件的导电性、绝缘性和耐腐蚀性,如印刷电路板、集成电路等。建筑装饰:表面处理用于提高建筑材料的装饰性和耐久性,如铝合金门窗、幕墙等。日用品制造:表面处理用于提高日用品的美观度和耐用性,如餐具、厨具、家具等。表面处理的发展趋势环保化:随着环保意识的提高,表面处理技术正朝着低污染、低能耗的方向发展。高效化:提高表面处理效率,降低生产成本,满足大规模生产的需求。多功能化:开发具有多种功能的表面处理技术,如同时提高耐腐蚀性和耐磨性的复合处理技术。
医疗领域植入物:人工关节(髋、膝关节)表面需要进行等离子喷涂羟基磷灰石,这种材料与人体骨骼成分相似,能诱导骨细胞长入,实现生物固定。钛合金植入物通常进行微弧氧化以提高生物相容性。手术器械:手术刀、钳子等通常进行钝化处理(在不锈钢表面形成致密氧化膜)或镀黑铬,以防止手术室灯光反光刺眼,并保证耐高压高温消毒。重工业与能源石油管道:内外壁都有涂层。内壁涂层减小原油输送阻力,外壁涂层(如3PE防腐层)抵抗土壤腐蚀。风电叶片:需要喷涂耐候性极强的聚氨酯面漆和防冰涂层,以应对风沙侵蚀和高空紫外线。船舶:船底需要涂装防污漆,通过缓慢释放生物杀伤剂,防止藤壶、海藻等海洋生物附着,增加航行阻力。氮化铬铝表面处理后的刀具,切削更锋利,耐磨抗刮,长久保持良好状态。
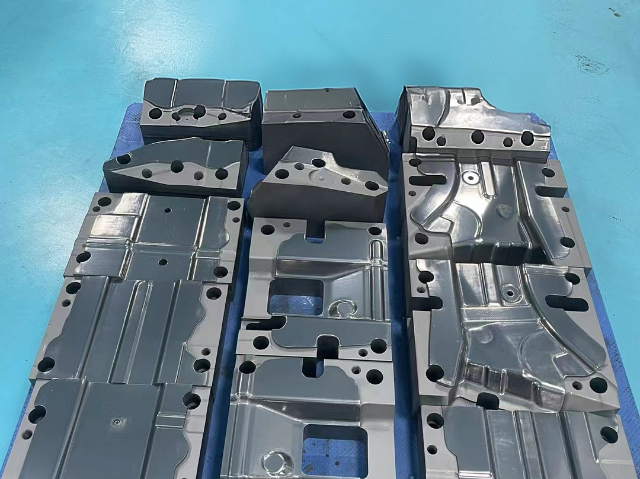
电化学表面处理阳极氧化:主要用于铝和铝合金,通过电解作用在表面形成一层氧化膜,提高耐腐蚀性和耐磨性。电化学抛光:利用电化学原理使金属表面光亮化,提高表面质量。电泳:利用电场力使涂料粒子在工件表面沉积成膜,提高耐腐蚀性和装饰性。表面处理技术相沉积(PVD):在真空条件下,通过物理方法使材料蒸发并沉积在工件表面,形成薄膜。化学气相沉积(CVD):通过化学反应在工件表面沉积一层薄膜,提高耐腐蚀性和耐磨性。激光表面处理:包括激光清洗、激光淬火、激光合金化等,利用激光束对材料表面进行改性处理。矿山机械零件经氮化铬铝表面处理,耐磨抗岩石磨损,降低更换成本。压铸模具氮化铬铝
氮化铬铝技术,以抗氧化性守护每一次高速切削。滚刀氮化铬铝提高模具刀具寿命
精饰加工技术这类技术主要为了获得特定的表面粗糙度、纹理或光泽,直接影响产品的外观和触感。抛光:通过机械、电解或超声波等方式降低表面粗糙度,获得镜面或缎面效果。例如,SPI标准中的A-1级镜面抛光(Ra0.012-0.025µm)就常用于高光洁度的光学产品-。咬花(纹理加工):通过化学腐蚀或放电加工(EDM)在模具表面创建精细的纹理。例如,VDI3400标准中的VDI12-VDI45即对应不同粗糙度的哑光或消光表面。照相腐蚀:利用照相制版技术,在模具表面蚀刻出精细的图案、文字或皮纹,实现高精度的装饰效果。在实际应用中,这些技术常常被结合起来,以达到比较好效果。例如,一副高寿命的精密模具,其制造流程可能是:基体预硬化(保证韧性)→精加工与抛光(获得镜面)→PVD涂层(提高耐磨性)滚刀氮化铬铝提高模具刀具寿命
马鞍山德耐纳米科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在安徽省等地区的精细化学品中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马鞍山德耐纳米科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
