- 品牌
- YONKSUNG
- 型号
- 定制
- 产地
- 深圳
- 是否定制
- 是
人才是塑胶模具制造行业发展的中心驱动力,培养高素质的专业人才是行业持续发展的关键。行业需要既精通模具设计与制造技术,又具备创新能力、实践经验和良好团队协作精神的复合型人才。企业应加强与高校、职业院校的产学研合作,建立人才培养基地,开展订单式培养、实习实训等活动,为企业定向输送专业对口的人才。同时,企业内部要高度重视员工的培训与发展,制定系统的培训计划,定期组织技术培训、技能竞赛、学术交流等活动,提升员工的技术水平、业务能力和创新意识。鼓励员工参与技术创新和工艺改进项目,对有突出贡献的员工给予表彰和奖励,营造良好的人才成长环境。通过完善的人才培养机制,打造一支结构合理、素质优良的模具制造人才队伍,为行业的创新发展提供坚实的人才支撑。塑胶模具的设计需要考虑材料的收缩率,以确保配件的尺寸精度。LED导光板塑料模具定制

塑胶模具制造与其他行业的跨界融合不断催生新的机遇。与 3D 打印技术融合,利用 3D 打印制造模具的部分零部件,如型芯、镶件等,能够实现模具的快速制造和个性化定制。对于一些结构复杂的模具零部件,传统加工方式难以实现,而 3D 打印技术能够轻松应对。与人工智能技术融合,开发智能化模具管理系统,通过对模具生产数据的分析,实现模具的自动化调度和优化配置。某模具制造企业通过跨界融合,开拓了新的市场空间,推出了一系列创新性产品,推动塑胶模具制造行业向更高层次发展。深圳专业塑胶模具价钱塑胶模具的耐用性直接关系到手机配件的生产成本和生产效率。

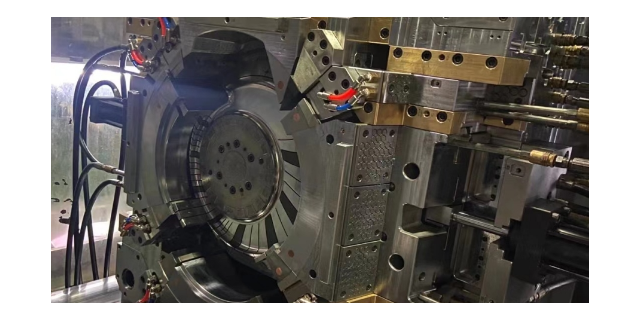
塑胶模具的制造工艺。塑胶模具制造一般遵循以下的流程:首先是模具设计图纸的绘制,设计师运用专业的 CAD 软件,将模具的三维结构详细呈现出来。接着进入备料环节,根据设计要求采购合适的钢材或其他材料,并进行粗加工,将原材料加工成大致的模具毛坯形状。随后进行数控精加工,精确铣削出模具的各个细节部分,再配合电火花、线切割等特种加工工艺完成复杂结构的成型。之后是模具的装配调试,将各个零部件按照设计要求组装在一起,进行试模,通过对试模产品的分析,进一步优化模具结构与工艺参数,直至生产出合格的产品。
塑胶模具设计堪称整个制造流程的根基,它直接决定了塑料制品的质量与性能。在设计前期,设计师需要考量塑料制品的用途、外观、尺寸精度以及批量生产需求等要素。以常见的塑料外壳为例,不仅要依据产品的外观轮廓确定模具的型腔形状,还得精确规划分型面,确保塑料制品能顺利脱模。运用先进的 CAD/CAM/CAE 软件,设计师能够构建出高精度的三维模型,通过模拟分析预测塑料在模具内的流动情况,提前优化模具结构,有效避免诸如填充不足、气泡、熔接痕等成型缺陷,为后续的模具制造环节提供可靠的蓝图。使用LED导光板塑胶模具可以生产出符合照明标准的导光板。

在塑胶模具开发的前期筹备中,模拟仿真技术扮演着无可替代的关键角色。借助 Moldflow 这类专业的分析软件,工程师能够针对塑胶熔体在模具型腔里的填充、保压以及冷却等全过程开展模拟操作。软件运行时,可清晰直观地呈现塑胶流动的速度场、温度场,以及压力的分布情况。借此,工程师能够准确预测诸如短射、气穴、翘曲变形等潜在的缺陷。就以生产大型家电外壳模具为例,在未使用模拟仿真技术前,确定浇口位置和数量往往依靠经验,试模过程不仅耗时久,还会产生高昂成本。运用模拟仿真技术后,通过对多种方案的模拟对比,能够快速确定浇口数量与位置,同时对冷却管道布局进行优化。这样一来,试模次数从以往的 5 - 8 次减少到 1 - 2 次,不仅大幅降低了模具开发成本,还将开发周期缩短了 30% - 50%,实现模具设计从经验主导到数据驱动的转变,极大提升模具开发的准确性与可靠性。双色塑胶模具可以用于制造具有复杂几何形状的产品。广州LED导光板模具
双色塑胶模具在汽车内饰、电子产品和日常消费品中非常流行。LED导光板塑料模具定制
伴随科技的持续进步,在光学器件、生物芯片、微流控芯片等领域,对塑胶模具微纳结构的加工需求愈发旺盛。微纳级精度的模具对于这些产品的性能起着决定性作用。为达成这一高精度要求,光刻、电子束刻蚀、离子束刻蚀等先进的微纳加工技术应运而生。以制造高分辨率衍射光学元件模具为例,光刻技术能够利用光化学反应,通过掩膜版将设计好的纳米级光栅图案转移到光刻胶上,再经过后续的刻蚀工艺,精确控制模具表面的光栅线条宽度和深度,使模具制造的光学元件光学性能达到国际水平。凭借微纳加工技术,能够在极小的空间内制造出复杂且精细的结构,推动相关领域产品朝着微型化、高性能化的方向不断发展。LED导光板塑料模具定制

冷却系统在塑胶模具中起着至关重要的作用,它直接影响着塑料制品的成型效率、质量以及模具的使用寿命。合理设计的冷却系统能够使模具在注塑过程中迅速、均匀地散热,有效缩短成型周期,降低塑料制品的残余应力,减少变形、翘曲等缺陷的产生。冷却系统通常由冷却水道、水嘴、密封圈以及冷却介质等组成。在设计冷却水道时,需综合考虑模具的形状、尺寸、塑料制品的壁厚分布以及塑料的热性能等因素,精心优化水道的布局和走向。例如,对于壁厚较厚的塑料制品部位,适当增加冷却水道的密度,以提高散热效率;在产品的边缘、拐角等容易产生应力集中的部位,采用特殊的冷却结构,如螺旋冷却水道或随形冷却水道,确保这些部位能够均匀冷却。同时,合理选...
- 西安模具哪家划算 2025-12-12
- 手机配件塑料模具定制厂家 2025-12-11
- 佛山塑料模具哪家专业 2025-12-11
- 佛山塑料模具企业 2025-12-11
- 北京壳料塑胶模具 2025-12-11
- 广州充电器外壳塑胶模具企业 2025-12-11
- 天津专业塑胶模具企业 2025-12-10
- 玩具塑料模具设计与制造 2025-12-10
- 宁波家用电器外壳塑胶模具多少钱 2025-12-10
- 北京注塑模具供货商 2025-12-10



- 福州模具生产厂家 2025-12-09
- 医疗模具加工 2025-12-09
- 深圳壳料塑胶模具价钱 2025-12-09
- 扫地机器人外壳塑胶模具设计与制造 2025-12-08
- 玩具注塑模具订制厂家 2025-12-08
- 无锡塑胶模具 2025-12-08





- 江西消费电子注塑模具生产厂家 01-05
- 浙江医疗耗材注塑模具定制 01-04
- 广东充电器注塑外壳订做厂家 01-04
- 重庆宠物用品注塑模具工厂 01-04
- 东莞专业注塑外壳价格 01-04
- 山东医疗器械注塑模具价格 01-04
- 天津医疗器械外壳厂家 01-04
- 东莞电脑主机面板注塑外壳订做厂家 01-03
- 雾化器塑料模具定做厂家 01-03
- 深圳医疗器械塑料模具订制厂家 01-03