- 品牌
- YONKSUNG
- 型号
- 定制
- 产地
- 深圳
- 是否定制
- 是
电火花加工是塑胶模具制造中不可或缺的特种加工工艺,特别适用于处理传统铣削难以企及的复杂形状与细微结构。当模具中存在窄槽、深孔、精细花纹或具有复杂轮廓的区域时,电火花加工便能大显身手。其工作原理是利用放电产生的瞬间高温,使金属材料熔化或气化,从而实现对模具材料的精确去除。在加工过程中,电极的设计与制造至关重要。电极材料通常选用紫铜或石墨,需根据模具的具体加工需求,精心制作出与加工部位形状相反的电极。比如,在制造带有精细纹理的塑胶模具时,先通过数控加工制作出带有相应纹理的电极,然后利用电火花加工将纹理准确地复制到模具型腔表面,这种工艺能够实现极高的加工精度和独特的表面效果,极大地拓展了塑胶模具的设计与制造空间。塑胶模具设计需准确考量产品结构与功能,巧妙规划分型面,确保脱模顺畅与产品质量。灯具塑胶模具厂家

部分塑胶模具制造企业开始向服务型制造转型,将服务链向上下游延伸。除了提供模具产品,还为客户提供产品设计咨询、试模验证、批量生产解决方案等一站式服务。在产品设计阶段,企业凭借丰富的模具制造经验,从模具制造的可行性角度出发,为客户提供结构优化建议,帮助客户降低产品生产成本。在试模过程中,技术人员会对试模数据进行深入分析,如塑胶的流动情况、产品的成型质量等,为客户提供改进产品设计的方案。通过服务的延伸,企业与客户建立起深度合作关系,不仅提升了客户满意度,还实现了双方价值。无锡扫地机器人外壳塑胶模具公司塑胶模具制造过程中的数控加工技术,提高了加工精度与生产效率。

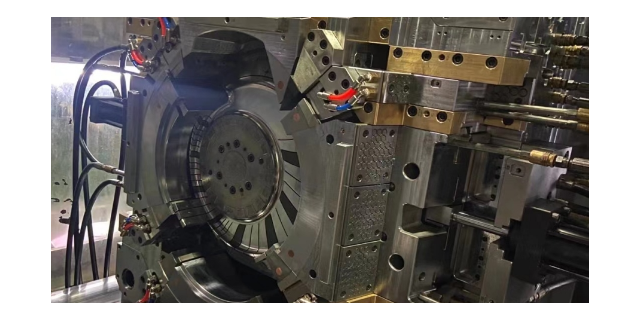
引进先进的五轴加工中心,大幅提升塑胶模具的加工效率和精度。五轴设备可实现复杂曲面的一次性加工,避免多次装夹带来的误差,极大缩短加工周期。以汽车内饰件模具为例,其结构复杂、曲面较多,传统加工方式需多次装夹和多台设备协同作业,不仅效率低,精度也难以保证。而五轴加工中心能轻松应对,快速完成模具的粗加工和精加工,使模具表面粗糙度达到 Ra0.8μm 以下,尺寸精度控制在 ±0.01mm 以内,满足汽车行业对模具高精度的要求,为品质产品生产提供有力保障。
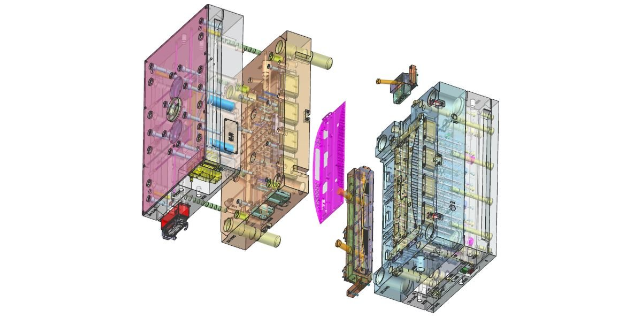
数字化技术的蓬勃发展为塑胶模具制造带来了变革。除了广泛应用的 CAD 设计软件,CAE 分析软件在模具制造中发挥着愈发重要的作用。通过 CAE 模拟分析,能够在模具设计阶段预测注塑成型过程中的塑料流动、填充情况、温度分布、压力变化以及产品的变形趋势等,为模具设计提供科学、可靠的依据,帮助设计师优化模具结构和工艺参数,减少试模次数,降低开发成本。同时,数字化制造技术,如数控加工编程、3D 打印技术、数字化测量技术等,使模具制造过程更加高效。3D 打印技术可用于制造模具的原型、复杂的镶件或一些小批量生产的模具,明显缩短模具开发周期;数字化测量技术能够实现对模具零件尺寸和形状的高精度测量,为质量控制提供有力保障。数字化技术的应用,实现了塑胶模具制造从设计到加工的全流程数字化管理,极大地提升了模具制造的整体水平和企业的核心竞争力。办公设备的塑胶模具为打印机、复印机等产品提供坚固耐用的外壳与零部件。

模具制造完成后,必须进行严格的调试与优化,以确保其能够稳定、高效地生产出符合质量标准的塑料制品。调试过程中,首先将模具小心安装到注塑机上,仔细检查模具的安装是否牢固,各系统的连接是否正确、密封是否良好。然后进行试模操作,通过逐步调整注塑机的工艺参数,如注塑压力、注塑速度、保压时间、冷却时间以及开合模速度等,密切观察塑料制品的成型情况。根据试模结果,对模具进行针对性的优化调整。如果塑料制品出现飞边、缺料、气泡、变形等质量问题,可能需要对模具的分型面进行修整、调整模具的排气系统、优化冷却系统或修改注塑工艺参数。对于尺寸精度不达标的产品,需对模具的型芯、型腔尺寸进行精确测量和修正。通过反复调试和优化,不断完善模具的性能,使其达到工作状态,为批量生产提供可靠保障。塑胶模具的寿命评估需综合考虑使用次数、材料损耗等多方面因素。东莞注塑模具生产厂家
塑胶模具制造过程中的质量追溯系统,便于对模具质量问题进行快速排查与解决。灯具塑胶模具厂家
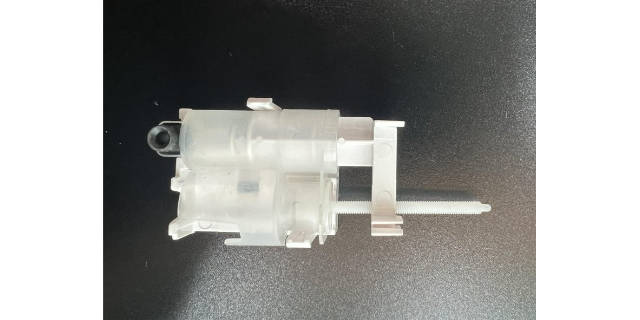
现代塑胶模具制造技术能够实现极高的成型精度,在精密注塑领域,模具尺寸精度可控制在微米级甚至更高。这得益于先进的模具加工设备、高精度的模具材料以及精密的模具装配工艺。通过精确控制注塑过程中的温度、压力、速度等工艺参数,塑胶模具能够生产出尺寸精确、形状一致的塑料制品。例如,在微电子产品制造中,用于芯片封装的塑料外壳,其微小的引脚间距、精细的内部结构都要求塑胶模具具备优异的成型精度,以确保芯片的正常工作和产品的可靠性。灯具塑胶模具厂家

冷却系统在塑胶模具中起着至关重要的作用,它直接影响着塑料制品的成型效率、质量以及模具的使用寿命。合理设计的冷却系统能够使模具在注塑过程中迅速、均匀地散热,有效缩短成型周期,降低塑料制品的残余应力,减少变形、翘曲等缺陷的产生。冷却系统通常由冷却水道、水嘴、密封圈以及冷却介质等组成。在设计冷却水道时,需综合考虑模具的形状、尺寸、塑料制品的壁厚分布以及塑料的热性能等因素,精心优化水道的布局和走向。例如,对于壁厚较厚的塑料制品部位,适当增加冷却水道的密度,以提高散热效率;在产品的边缘、拐角等容易产生应力集中的部位,采用特殊的冷却结构,如螺旋冷却水道或随形冷却水道,确保这些部位能够均匀冷却。同时,合理选...
- 西安模具哪家划算 2025-12-12
- 手机配件塑料模具定制厂家 2025-12-11
- 佛山塑料模具哪家专业 2025-12-11
- 佛山塑料模具企业 2025-12-11
- 北京壳料塑胶模具 2025-12-11
- 广州充电器外壳塑胶模具企业 2025-12-11
- 天津专业塑胶模具企业 2025-12-10
- 玩具塑料模具设计与制造 2025-12-10
- 宁波家用电器外壳塑胶模具多少钱 2025-12-10
- 北京注塑模具供货商 2025-12-10


- 福州模具生产厂家 2025-12-09
- 医疗模具加工 2025-12-09
- 深圳壳料塑胶模具价钱 2025-12-09
- 扫地机器人外壳塑胶模具设计与制造 2025-12-08
- 玩具注塑模具订制厂家 2025-12-08
- 无锡塑胶模具 2025-12-08




- 雾化器塑料模具定做厂家 01-03
- 深圳医疗器械塑料模具订制厂家 01-03
- 酒瓶包装注塑模具定制厂家 01-03
- 礼品模具设计与制造价格 01-03
- 广东酒瓶包装模具设计与制造价格 01-02
- 东莞LED模具设计与制造生产商 01-02
- 电器塑胶模具定制 01-02
- 电子产品塑胶模具厂 01-02
- 深圳玩具模具加工 01-01
- 东莞LED塑胶模具价格 01-01