- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
PVC硬板的生产工艺,1.配料混合:将聚氯乙烯树脂、稳定剂、填充剂、润滑剂、着色剂等按照一定比例放入高速混合机中,在一定温度下进行混合,使各种原料均匀分散。混合过程中需要控制好温度和时间,避免原料提前发生反应。2.挤出成型:将混合好的物料送入挤出机,在挤出机的料筒内,物料受到加热和螺杆的剪切作用,逐渐熔融塑化。熔融后的物料通过模具挤出,形成连续的板材雏形。挤出过程中要精确控制挤出温度、螺杆转速等参数,以保证板材的质量。3.压延成型(部分工艺):对于一些厚度较薄、表面要求较高的PVC硬板,可能会采用压延成型工艺。熔融的物料经过压延机的辊筒压延,进一步调整板材的厚度和表面光洁度。4.冷却定型:挤出或压延后的板材进入冷却装置,通过水冷却或空气冷却使其定型,保证板材的尺寸精度。5.切割修整:冷却后的板材根据需要进行切割,去除边角料,得到符合规格的PVC硬板产品。利信塑业拥有雄厚的技术力量、科学完善的管理体系,己发展成集科研、生产、销售于一体的现代化企业。福建硬质PVC板定制颜色
通过优化配方,增加抗老化助剂的种类和用量,以及采用先进的加工工艺提高板材的致密性,可以进一步提升其耐候性,使其更好地适应各种恶劣的户外环境。PVC硬板的隔音性能与密度密切相关,通常密度越高,隔音效果越好。这是因为声音在传播过程中遇到密度大的材料时,会发生更多的反射和吸收,从而减少声音的透过。在建筑隔音领域,使用密度为1.50g/cm³以上的PVC硬板作为隔音墙板,可以有效阻挡外界噪音的传入,营造相对安静的室内环境。例如,在酒店、医院、学校等对噪音控制要求较高的场所,采用PVC硬板制作隔音设施,能够明显降低外界噪音干扰,提高室内的舒适度。福建硬质PVC板定制颜色山东利信塑料制品有限公司坚持拼搏向上的信念与梦想。

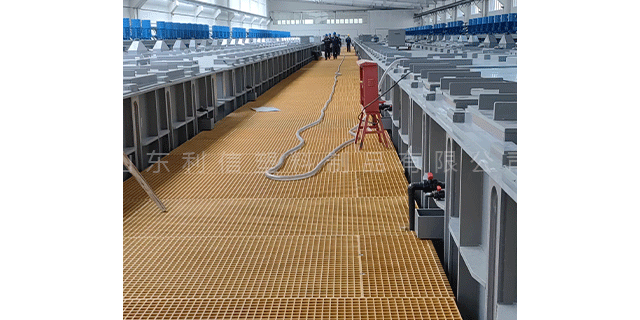
吊顶是建筑室内装饰的重要组成部分,不只能美化空间,还能隐藏管线、隔音隔热。PVC硬板作为吊顶材料,具有诸多优势,在各类建筑中被广阔采用。在住宅建筑的厨房、卫生间等潮湿环境中,PVC硬板吊顶表现出色。厨房中油烟较多,卫生间湿度较大,普通的木质或石膏吊顶容易受潮变形、滋生霉菌,而PVC硬板具有良好的防水防潮性能,能有效抵抗水汽侵蚀,保持吊顶的平整和稳定。同时,PVC硬板表面光滑,易于清洁,沾染的油烟和污渍只需用湿布擦拭即可去除,较大降低了后期维护成本。
生产工艺的控制对PVC硬板的颜色稳定性也有重要影响:混合均匀性:在生产过程中,着色剂需要与PVC树脂及其他助剂充分混合均匀。若混合不均匀,会导致板材颜色出现斑点、条纹等缺陷,同时也会影响颜色的稳定性。因为混合不均的部位,着色剂浓度过高或过低,在外界环境影响下更容易发生颜色变化。加工温度和时间:加工温度过高或加工时间过长,可能会导致着色剂分解或变色,从而影响PVC硬板的颜色稳定性。例如,某些有机颜料在高温下容易分解,使板材颜色变浅或产生其他颜色。因此,在生产过程中需要严格控制加工温度和时间,确保着色剂在加工过程中性能稳定。山东利信一步一个脚印,把更好的PVC板材带给每一个客户。
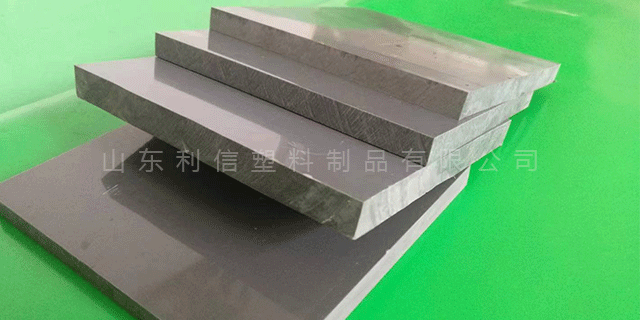
中型PVC硬板的厚度范围在4毫米到10毫米之间,常见的厚度有4毫米、5毫米、6毫米、8毫米和10毫米。这类板材在强度、刚性和稳定性方面相较于薄型板有了明显提升,同时仍保持一定的加工便利性。4毫米和5毫米的中型板在很多对强度有一定要求但不需要过厚材料的场景中较为常用。6毫米、8毫米和10毫米的板材则具有更高的承载能力和抗冲击性,能够应对更复杂的使用环境。厚型PVC硬板的厚度通常从12毫米开始,常见的有12毫米、15毫米、20毫米、25毫米、30毫米、40毫米、50毫米,甚至还有根据特殊需求定制的更厚规格。这类板材具有极高的强度、刚性和稳定性,能够承受较大的压力和冲击力。利信塑业不断学习和奋斗,焕发生机与活力。福建硬质PVC板定制颜色
利信PVC板材具有耐高温、不变形、防水、防火、耐酸碱、绝缘、环保、耐候性等特点。福建硬质PVC板定制颜色
在常温的室内环境或温度波动较小且不超过上述范围的工业场所,PVC硬板制成的隔断、装饰面板等能长期维持原状,不发生明显的性能劣化。当环境温度接近或略微超过这一上限时,PVC硬板虽不会立刻出现严重问题,但性能已开始出现细微变化,如内部应力分布改变等,若长时间处于这种临界温度状态,可能逐渐引发更明显的性能衰退。为满足一些对温度要求更为苛刻的应用场景,通过一系列改性手段,可明显提升PVC硬板的耐温能力。其中,在配方中添加特定的热稳定剂是常用方法之一。热稳定剂能够捕捉PVC在受热过程中产生的氯化氢,抑制其自催化降解反应,从而延长PVC硬板在高温环境下的使用寿命。福建硬质PVC板定制颜色
- 聊城PVC硬质塑料板多少钱 2026-05-21
- 山西PVC硬质塑料板多少钱一平方 2026-05-21
- 吉林PVC硬质塑料板厂家 2026-05-21
- 广东PVC塑料硬板生产厂家 2026-05-21
- 临沂PVC硬质塑料板定做 2026-05-20
- 德州硬质PVC板厂家 2026-05-19
- 浙江PVC塑料硬板定做 2026-05-19
- 德州PVC塑料硬板定制颜色 2026-05-18
- 海南硬质PVC板定制颜色 2026-05-18
- 甘肃PVC硬质塑料板批发 2026-05-17
- 青岛PVC塑料硬板定做 2026-05-17
- 河北PVC硬板批发 2026-05-15