- 品牌
- 盈朵
- 型号
- 齐全
- 厂家
- 盈朵安防技术(上海)有限公司
气体探测仪在许多领域中都有有名的应用优势。以下是一些常见的应用优势:1. 安全保障:气体探测仪可以监测和检测环境中的可燃气体、有毒气体和其他有害气体的存在,从而及早发现潜在的危险或安全隐患,提供实时的安全保障。2. 生产过程控制:在工业和制造领域,气体探测仪可以帮助监测生产过程中的气体浓度,确保符合操作要求和标准,提高生产过程的质量和效率。3. 环境保护:气体探测仪可以用于监测环境中的各种气体污染物,包括二氧化碳、二氧化硫、一氧化碳等,帮助保护环境、预防污染扩散,以及提供数据支持用于环境评估和管理。4. 建筑安全:在建筑工地和建筑物中,气体探测仪可以用于检测可燃气体泄漏,及时发现煤气、液化石油气等泄漏情况,以及预防火灾和爆破事故的发生,保障建筑安全。二氧化碳气体探测仪可以用于监测生产过程中的二氧化碳排放,确保工作环境安全。石油厂四合一气体探测仪哪家好
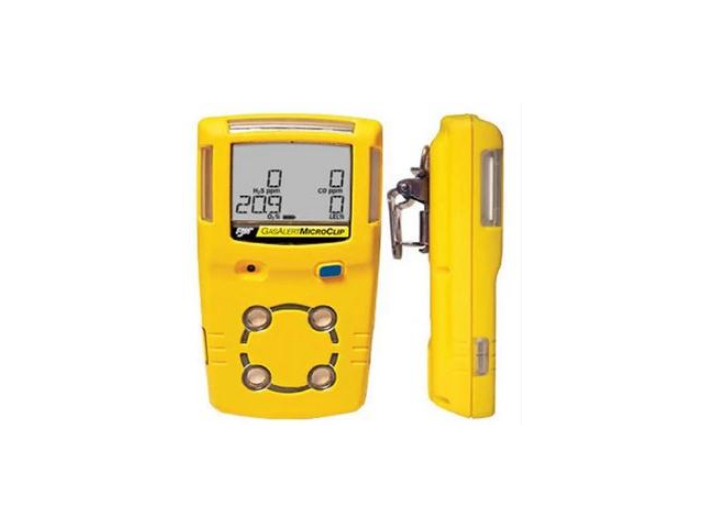
有毒气体探测仪的使用可以有效预防和控制有毒气体事故的发生。它可以帮助企业和工厂监测和管理有毒气体的浓度,及时发现异常情况并采取相应的措施。有毒气体探测仪有名应用于化工厂、石油化工、矿山、地下工程、储罐区、污水处理厂等高风险场所,为工作人员提供了安全保障。有毒气体探测仪的使用还可以提高工作效率和节约成本。通过实时监测有毒气体的浓度,可以及时发现问题并采取措施,避免事故的发生,减少生产停工和设备损坏的风险。此外,有毒气体探测仪还可以帮助企业合理规划和管理生产过程,提高生产效率和资源利用率。石化厂BW泵吸式四合气体探测仪报价一氧化碳气体探测仪通常具有小巧轻便的设计,便于携带和移动,可以在不同的场所进行使用。

固定式气体探测仪需要定期测试吗?固定式气体探测仪需要定期测试以确保其正常工作。定期测试的频率应根据探测仪的使用说明进行确定。一般来说,建议每三个月进行一次全方面的测试,并每月进行简单的功能性测试。进行测试时,可以参考以下步骤:1. 确保测试环境没有气体泄漏,以避免误触发警报。2. 按照探测仪的使用说明进行自检和校准,确保传感器和报警系统正常工作。3. 使用推荐的测试气体(例如,标准气体)对探测仪进行模拟测试,确认其能够准确检测和报警。4. 检查探测仪的报警功能是否正常,包括声音警报、光闪烁等。5. 记录测试结果和日期,以便追踪和报告。
可燃气体探测器的使用常识:可燃气体探测器是对单一或多种可燃气体浓度响应的探测器。可燃气体探测器是一种安装在性危险环境的点型气体探测设备,它将现场的可燃气体浓度转化成电信号并传送至位于安全区的监控设备,以达到监测现场可燃气体浓度的目的。在设计和施工过程中,可燃气体探测器应遵循相应的标准和要求。常见的可燃气体探测器工作原理有催化燃烧式、半导体式、电化学式三种。其实对于可燃气体探测器种类的划分,并没有一个统一的标准,客户要根据现场的工况环境及自身需求来选用。光电型烟感气体探测仪是一种用于检测燃烧产生的烟雾的设备。
毒气体探测仪是一种重要的安全设备,可以有效预防和控制有毒气体事故的发生。它具有高灵敏度、快速响应、稳定性好等特点,可以实时监测有毒气体的浓度,并能够根据需要进行报警、记录和输出数据。有毒气体探测仪通常由传感器、控制器和报警器三部分组成。传感器是探测仪的重要部件,负责感知环境中有毒气体的浓度。不同的传感器可以检测不同种类的有毒气体,如一氧化碳、二氧化硫、氨气等。控制器是探测仪的大脑,负责接收传感器的信号并进行处理,当有毒气体浓度超过设定的安全阈值时,控制器会触发报警器发出警报。毒气体探测仪是一种重要的安全设备,可以有效预防和控制有毒气体事故的发生。石油厂可燃气气体探测仪推荐
可燃气体探测仪是一种用于检测空气中可燃气体浓度的仪器。石油厂四合一气体探测仪哪家好
二氧化碳气体探测仪是一种用于检测空气中二氧化碳浓度的仪器。其工作原理基于红外线吸收光谱技术。二氧化碳分子在特定波长的红外线辐射下会吸收光能,通过测量被吸收的光的强度,可以确定二氧化碳的浓度。二氧化碳气体探测仪有名应用于各种场所,如办公室、学校、工厂、医院等。在办公室和学校中,二氧化碳气体探测仪可以帮助监测室内空气质量,提醒人们及时通风换气,保持室内空气新鲜。在工厂和医院中,二氧化碳气体探测仪可以用于监测生产过程中的二氧化碳排放,确保工作环境安全。石油厂四合一气体探测仪哪家好


- 船用二氧化碳气体探测仪怎么卖 2024-11-25
- 上海固定式气体探测仪咨询问价 2024-11-25
- 浙江氧气气体探测仪怎么接线 2024-11-25
- 石化厂可燃气气体探测仪调试方法 2024-11-24
- 海南固定式气体探测仪供货厂 2024-11-24
- 化工厂红外线气体探测仪价格 2024-11-24
- 石油厂氢气气体探测仪哪家实惠 2024-11-24
- 气体探测仪批发价格 2024-11-23




