- 品牌
- 协豪
- 型号
- 标准
提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的**软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。可在无计算机的场合进行编程设计;与梯形图有一一对应关系。其特点与梯形图语言基本一致。功能模块图语言功能模块图语言是与数字逻辑电路类似的一种PLC编程语言。采用功能模块图的形式来表示模块所具有的功能,不同的功能模块有不同的功能。功能模块图编程语言的特点:功能模块图程序设计语言的特点是:以功能模块为单位,分析理解控制方案简单容易;功能模块是用图形的形式表达功能,直观性强,对于具有数字逻辑电路基础的设计人员很容易掌握的编程;对规模大、控制逻辑关系复杂的控制系统,由于功能模块图能够清楚表达功能关系,使编程调试时间减少。顺序功能流程图语言顺序功能流程图语言是为了满足顺序逻辑控制而设计的编程语言。编程时将顺序流程动作的过程分成步和转换条件,根据转移条件对控制系统的功能流程顺序进行分配,一步一步的按照顺序动作。每一步一个控制功能任务。PLC有系统存储器和用户存储器。系统存储器用来存放系统管理程序,用户能访问和修改这部分存储器的内容。广州PLC编程外包企业

一看就知道用几的内角扳手或外六角扳手(别小看了它,平常维修固定螺丝是少不了它的,这样能节约时间),简单的如红绿灯,控制小车走等6.做人要会做,要谦虚,不可能你样样都会。7.心态要好,保持一颗平常的心8.平常要多干,就是在苦在累也要,这样技术才能学到手能解决实际问题,反之你只不过是纸上谈兵对于做项目的1.四大常用PLC要会,基本指令和功能指令要熟2.通讯接口要懂3.电气市场行情要熟,好的和坏的要会区分,列如买到个2手40点的PLC怎么判断它是好的呢?4.变频器和单片机要懂,变频调速和伺服控制要懂5.常用电器元件和传感器要知道6.要会CAD电气制图。PLC扫描周期和响应时间PLC在运行状态时,执行一个扫描操作所需要的时间为一个周期,这个是PLC的重要指标之一,其值为。扫描周期T=(输入—点时间*输入端子数)+(指令执行速度*指令的条数)+(输出一点时间*输出端子数)+故障诊断时间+通讯时间从上式可看出,扫描周期已经决定了:2.执行每条指令所占用的时间3.程序中指令条数的多少指令执行所需的时间和用户程序的长短、指令的种类和CPU执行速度是有很大关系,一般来说,一个扫描的过程中,故障诊断时间,通信时间,输入采样和输出刷新所占的时间较少。辽宁富士PLC编程外包承接:PLC软件设计,PLC软件编程,PLC编程外包程序外包,各类PLC维修,全国均可接单。
然后再给负载上电。6、断电时先切断负载的电源,然后再切断CPU的电源。PLC编程算法三脉冲量的计算脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。1、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算“角度百分比=设定角度/360°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。”公式为:角度动作脉冲数=一圈总脉冲数*(设定角度/360°)。2、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[(滚轮直径*)/一圈总脉冲数]3、步进电机的位置控制就是角度控制与距离控制的综合。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的**软件方案供应商。
这样技术才能学到手能解决实际问题,反之你只不过是纸上谈兵对于做项目的1.四大常用PLC要会,基本指令和功能指令要熟2.通讯接口要懂3.电气市场行情要熟,好的和坏的要会区分,列如买到个2手40点的PLC怎么判断它是好的呢?4.变频器和单片机要懂。变频调速和伺服控制要懂5.常用电器元件和传感器要知道6.要会CAD电气制图。PLC扫描周期和响应时间PLC在运行状态时,执行一个扫描操作所需要的时间为一个周期,这个是PLC的重要指标之一,其值为。扫描周期T=(输入—点时间*输入端子数)+(指令执行速度*指令的条数)+(输出一点时间*输出端子数)+故障诊断时间+通讯时间从上式可看出,扫描周期已经决定了:2.执行每条指令所占用的时间3.程序中指令条数的多少指令执行所需的时间和用户程序的长短、指令的种类和CPU执行速度是有很大关系,一般来说,一个扫描的过程中,故障诊断时间,通信时间,输入采样和输出刷新所占的时间较少。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业。东莞协豪科技专注于工业程序设计、界面设计、电气布局、程序外包等领域。

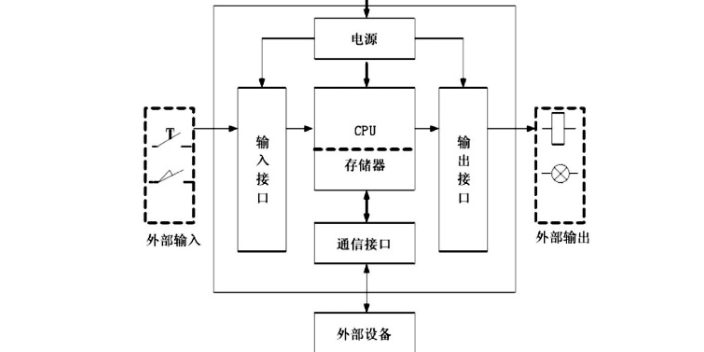
右图是PLC执行过程框图。PLC在工作过程中,主要完成六个模块的处理。PLC控制PLC硬件构成编辑电源组件电源组件用于提供PLC运行所需的电源,可将外部电源转换为供PLC内部与案件适用的电源。2.微处理器CPU及存储器组件微处理器CPU是PLC的器件,CPU因生产厂商各有不同,有采用市场销售的标准芯片,也有采用可编程序控制器芯片。存储器组件有两种:ROM和RAM。3.输入及输出组件输入和输出组件是PLC与工业生产现场交换数据的界面,与普通计算机不同,PLC的工作环境比较差,需要较强抗干扰能力,输入和输出组件即是为此设计。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的**软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。PLC程序开发外包,就选东莞协豪科技。无锡基恩士PLC编程外包公司
提供三菱PLC编程外包、西门子PLC编程外包、松下PLC编程外包、欧姆龙PLC编程外包等解决方案。广州PLC编程外包企业
我们要合理的选用PLC,用其长处,避其短处。例如某设备只是些动作控制,如机械手,可选择三菱的PLC,某设备有伺服或步进要进行定位控制,也选三菱的PLC;像中央空调,污水处理,温度控制等这类有很多模拟量要处理的就要选西门子的PLC比较合适,某设备现场有很多仪表的数据要用通信进行采集,选西门子的好控制。区别非常大的.芯片肯定是有所不同的。东莞协豪科技有限责任公司深耕自动化行业多年,是一家从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的**软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。体现在容量和运算速度上)但大的区别还是体现在编程软件的思路和结构上个人认为三菱(日系的中品牌)PLC的软件至少落后西门子5年以上。大中型的暂且不说,就拿三菱比较有优势的小型机FX系列和西门子S7-200系列比较。1、三菱的编程软件从早期的FXGPWIN到近期的(我所知道新的),和所有的日系品牌一样。广州PLC编程外包企业


- 江苏欧姆龙PLC编程外包质量 2024-10-25
- 深圳基恩士PLC编程外包怎么找 2024-10-25
- 浙江富士PLC编程外包企业 2024-10-25
- 江西富士PLC编程外包性价比 2024-10-25
- 重庆西门子PLC编程外包流程 2024-10-25
- 浙江台达PLC编程外包 2024-10-25
- 哈尔滨欧姆龙PLC编程外包平台 2024-10-25
- 基恩士PLC编程外包企业 2024-10-25


