- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 全生命周期管理
- 服务内容
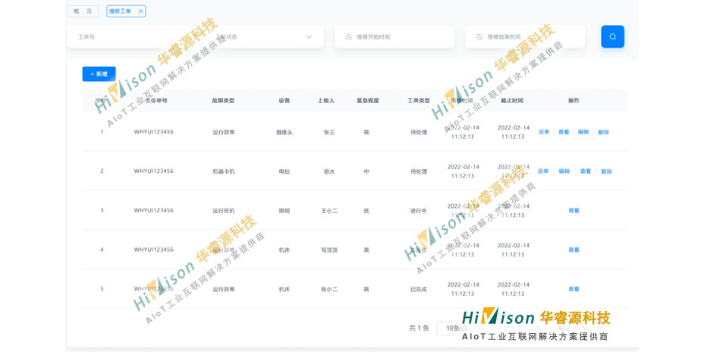
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
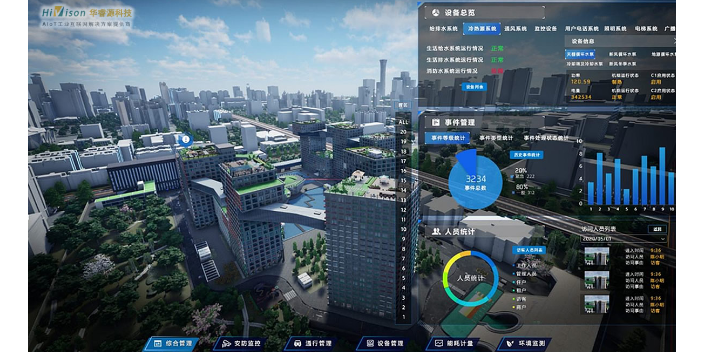
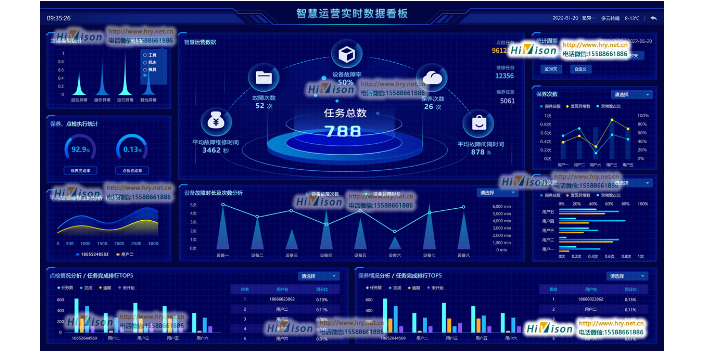
预测性维护系统可以根据这些预警信息,预测设备可能发生故障的时间,并提前安排维护任务。这避免了传统的事后维护和预防性维护中可能出现的盲目性和浪费,降低了维护成本,减少了停机时间,提高了运营效率。此外,物联网和人工智能的协同还可以实现更精细化的设备管理。通过对设备性能的持续监控和分析,可以建立设备档案,实现设备的全生命周期管理。同时,系统还可以根据设备的实际运行状况,自动调整维护策略,实现个性化的维护服务。总的来说,物联网和人工智能的协同为预测性维护提供了强大的技术支持,使得设备维护更加智能化、精细化。高科技制造业整个行业在人工智能和物联网的实施方面正在经历大幅增长。据BusinessInsider报道,到2027年,物联网市场的年估值将达到万亿美元。物联网与智能软件的交互正在迎来一个全新的时代。重要的制造过程可以从自动化监控中获得回报,从而提高生产效率、减少错误并实现预期的质量管理。从物联网收集的大量信息是人工智能进行彻底检查、揭示模式和违规行为的基石。制造商获得对其流程的宝贵看法,并做出明智的选择,以提**率并大限度地减少闲置时间。通过对数据的持续监控和分析,算法可以检测质量偏差的初步迹象。企业需要建立完善的管理体系,采用先进的技术和方法,确保设备在整个生命周期内能够高效、安全地运行。临沂设备全生命周期管理活动方案
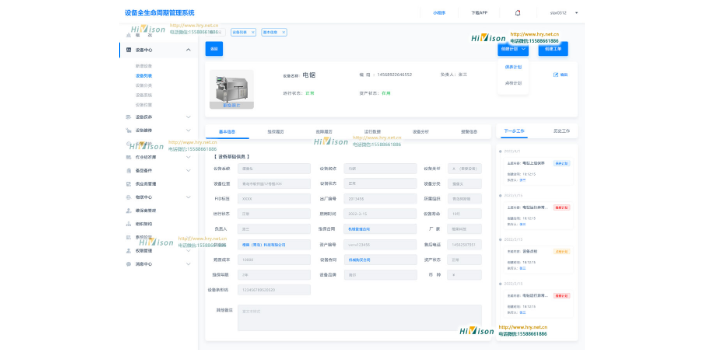
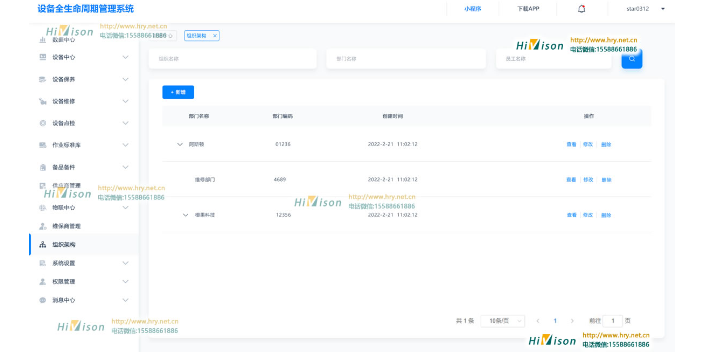
及时通知人员进行维修,确保设备尽快**正常运行。同时,要分析故障原因,采取措施防止同类故障的再次发生。点检和巡检:根据生产需求和技术发展,定期对设备进行点检和巡检,提高设备的性能和效率。同时,要充分考虑设备的兼容性和可扩展性,为未来的生产发展留有空间。设备数据管理系统:对设备的运行数据进行实时监控和收集包括设备运行时间、生产数量、故障情况等。通过对设备数据的分析,可以及时发现设备存在的问题,制定相应的改进措施。设备维修配件的管理:建立完善的配件库存管理制度,确保配件的供应及时,避免因配件不足导致设备停机。同时,要定期对配件进行质量检查,配件的质量。设备管理团队:培养一支的设备管理团队,负责设备的日常管理和维护工作。同时,要加强对设备管理团队的培训和激励,提高他们的水平和责任心。车间设备管理需要系统化、规范化和持续化,确保车间设备的正常,提高生产效率,降低成本,保证产品质量,实现安全生产。仓储设备全生命周期管理介绍设备全生命周期管理系统可以实时监测设备的运行状态,及时发现潜在隐患,通过预警机制提醒企业采取措施。

这些传感器捕获有关人流量、停留时间和热门产品领域的信息,帮助深入了解客户行为。通过对库存水平进行实时监控,零售商可以优化其供应链运营,保证热门产品的可用性,同时大限度地减少剩余库存。通过将人工智能融入物联网,企业家可以收集与个人客户相关的信息,包括以前的购买记录、偏好和浏览模式。因此,他们可以根据每个客户的具体要求和兴趣提供个性化的产品建议、促销和折扣。们仔细审查有关需求、竞争对手的定价策略和当前市场状况的新数据。他们灵活地调整定价以优化收入和利润率。智能技术改善商店条件并提高运营效率。例如,温度和湿度传感器可以监控商店环境,保证易腐烂物品或精致商品的佳条件。人工智能可以分析这些信息,提示通知或自动修改以维持理想的存储条件。结论人工智能与物联网的和谐融合为性的业务转型奠定了基础。随着各行业纷纷采用这些技术,我们正在见证各种开创性解决方案的出现,这些解决方案可简化运营、提升决策程序。为了充分发挥其潜力,当代企业与前列物联网软件开发公司合作。经验丰富的IT提供商可提供应对这一快速发展的复杂领域所必需的知识和定制软件。
设备全生命周期管理的实施策略建立全面管理制度:企业应制定详细的设备管理制度,明确各个环节的职责和流程,确保设备管理的全面性和系统性。引入先进技术手段:利用物联网、大数据、人工智能等先进技术,实现对设备的实时监控、数据分析和智能决策,提高设备管理的效率和准确性。加强人员培训:对设备操作、维护和管理人员进行定期培训,提高他们的专业技能和意识,确保设备的正确使用和维护。建立绩效评估机制:定期对设备管理的效果进行评估,分析存在的问题和不足,制定相应的改进措施,不断优化设备管理流程。设备全生命周期管理的意义在于延长设备的使用寿命,提高生产效率。
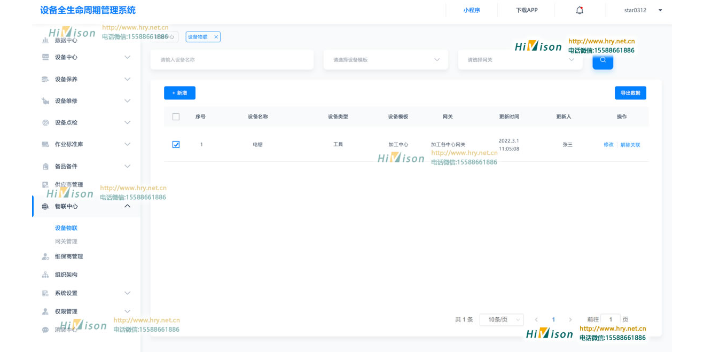
在当今竞争激烈的商业环境中,设备的有效管理对于企业的成功至关重要。设备全生命周期管理(Equipment Lifecycle Management, ELM)不仅关注设备的采购和安装,还涉及设备的运行、维护、升级以及终的报废和回收。本文将探讨设备全生命周期管理的重要性、实施策略以及对企业运营效率的优化作用。设备全生命周期管理是企业提高运营效率、降低运营成本的重要手段。通过明确管理目标、建立管理制度、引入先进技术、加强人员培训和持续优化流程等策略的实施,企业可以实现对设备的全面管理和优化利用。这将有助于企业提高生产效率、降低库存成本、优化资源配置并增强竞争力。因此,企业应高度重视设备全生命周期管理,并将其纳入企业的整体战略规划中。系统可以根据设备的运行特点和要求,制定合理的巡检计划和标准,及时发现和解决潜在问题。仓储设备全生命周期管理介绍
通过对设备运行数据的实时监测和分析,设备全生命周期管理能够预测设备可能出现的故障,并提前进行维护。临沂设备全生命周期管理活动方案
设备全生命周期管理是一种的、系统性的管理策略,它覆盖了设备从采购到报废的整个过程。通过实施设备全生命周期管理,企业可以:降低运营成本:通过有效的设备维护和预防性维护,企业可以减少设备故障率,降低维修成本,从而节约运营成本。提高生产效率:确保设备的稳定运行和高效利用,可以减少生产中断,提高生产效率。增强设备安全性:通过定期检查和保养,可以及时发现设备的安全隐患,减少安全事故的发生。延长设备寿命:合理的使用和维护可以延长设备的使用寿命,减少设备的更换频率。临沂设备全生命周期管理活动方案
未来趋势:从“管理设备”到“赋能生态”随着数字孪生、5G等技术的发展,ELM正向智能化、集成化方向演进:预测性维护4.0:结合数字孪生技术,在虚拟空间中模拟设备劣化过程,提前6-12个月预测故障。供应链协同:设备管理系统与供应商平台对接,实现备件“零库存”管理。某汽车零部件企业通过该模式,将备件交付周期从7天缩短至2天。碳足迹追踪:在ELM中嵌入碳排放计算模块,帮助企业实现绿色制造。某铝业集团通过系统优化设备运行参数,年减碳12万吨。设备全生命周期管理已从“成本中心”转变为“价值创造中心”。通过设备管理系统,企业可实现设备资产的全链路可视化、运维决策的智能化,终构建起“设备-数据-决策”的闭环...
- 物流设备全生命周期管理系统技术 2026-05-19
- 工厂设备全生命周期管理系统应用 2026-05-19
- 园区设备全生命周期管理系统设计 2026-05-18
- 青岛大型机械设备全生命周期管理系统产业 2026-05-18
- 医疗设备全生命周期管理系统销售价格 2026-05-18
- 医疗设备全生命周期管理系统联系人 2026-05-18
- 园区设备全生命周期管理系统供应商 2026-05-13
- 物流设备全生命周期管理系统应用 2026-05-05
- 青岛自动化设备全生命周期管理系统有哪些 2026-05-05
- 公司设备全生命周期管理系统 2026-05-05
- 青岛设备全生命周期管理系统源码 2026-05-03
- 青岛实验室设备全生命周期管理系统研发公司 2026-05-02
- 青岛工业设备全生命周期管理系统好吗 2026-04-30
- 设备全生命周期管理系统下载 2026-04-30
- 铁路运输设备全生命周期管理系统 2026-04-30
- 内蒙古机床设备全生命周期管理系统 2026-04-29



- 医疗设备全生命周期管理系统销售价格 05-18
- 医疗设备全生命周期管理系统联系人 05-18
- 化工设备管理系统设计 05-16
- 青岛煤矿智能化设备管理系统 05-15
- 设备管理系统技术 05-15
- 北京智能设备管理系统 05-15
- 江苏资产设备管理系统 05-14
- 设备管理系统价格多少 05-14
- 园区设备全生命周期管理系统供应商 05-13
- 河北设备管理系统 05-13