- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 全生命周期管理
- 服务内容
- 设备售后维保管理
- 工作时间
- 7*24
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州
设备全生命周期管理系统集成了物联网、大数据、云计算等先进技术,旨在实现对生产设备从采购、安装、运行、维护到报废的全链条管理。该系统不仅提高了设备管理的透明度和效率,还通过数据分析为企业决策提供了有力支持。优势:实时监控:实时获取设备运行状态,及时发现并处理潜在故障。预测性维护:基于历史数据预测设备故障,提前安排维护,减少非计划停机。成本控制:优化备件库存管理,减少过度库存和缺货成本。决策支持:提供详尽的数据分析报告,辅助企业制定更加科学的设备管理策略。当设备出现异常情况时,系统会立即向管理人员发送预警信息,提醒他们及时采取措施。潍坊计量设备全生命周期管理

实时监控与预警物联网技术通过将设备连接到互联网,实现了对设备运行状态的实时监控。传感器可以检测设备的温度、压力、振动等关键参数,并将数据传输到管理系统。这使得管理人员能够及时发现设备的异常情况,如温度过高、压力异常或振动过大等,从而迅速采取纠正措施。此外,物联网系统还可以设置预警阈值,当设备参数接近或超过阈值时,系统会自动触发预警,提醒管理人员进行干预,避免设备故障导致的生产中断。远程维护与故障诊断传统上,设备的维护和故障诊断需要技术人员到现场进行。然而,物联网技术的引入使得远程维护和故障诊断成为可能。技术人员可以通过物联网平台远程访问设备数据,进行故障排查和远程诊断。在必要时,还可以通过远程升级软件或调整参数,解决设备故障问题。这不仅减少了现场维护的需求,降低了人力成本和时间成本,还提高了维护效率。潍坊计量设备全生命周期管理这不仅可以减少设备故障对生产造成的影响,还可以降低维修成本。
一、实时监控与预警物联网技术通过传感器等设备,能够实时监测设备的运行状态,包括温度、压力、振动等关键参数。这些数据被实时传输到设备资产管理系统中,管理人员可以随时查看设备的实时状态。当设备出现异常或即将达到维护阈值时,系统会自动触发预警,通知技术人员进行维护。这种实时监控与预警机制,降低了设备的故障率,提高了设备的可靠性和稳定性。二、预测性维护基于大数据分析,物联网系统可以预测设备的故障趋势和剩余寿命。通过对设备历史数据的分析和机器学习算法的应用,系统能够提前发现设备的潜在问题,并生成维护计划。这种预测性维护不仅减少了突发故障的发生,还延长了设备的使用寿命,降低了维护成本。
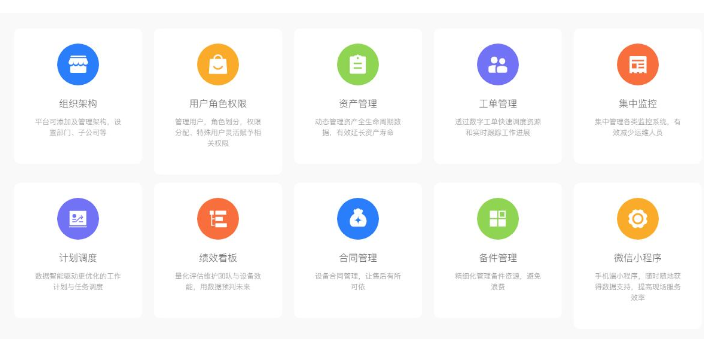
推动数字化转型设备全生命周期管理系统作为数字化转型的重要工具之一,能够帮助企业实现设备的数字化管理和智能化应用。通过物联网技术、大数据分析和人工智能技术,实现设备的远程监控、智能诊断和预测维护等功能,提升设备管理的效率和科学性。同时,系统还支持数据的可视化展示和智能决策,为企业的数字化转型提供有力支撑。提升客户满意度通过提高生产效率和设备可靠性,企业能够按时交付高质量的产品和服务,从而提升客户满意度和忠诚度。这有助于增强企业的品牌形象和市场竞争力,为企业的持续发展奠定坚实基础。实现对设备备件的库存管理,包括备件的采购、入库、出库和盘点等。
安全与隐私保护实施多层次的策略,包括网络层的加密传输、设备层的身份认证及平台层的数据加密存储。定期进行漏洞评估和渗透测试,及时发现系统中的潜在隐患,并进行修补。用户体验界面设计直观易懂,方便用户快速找到所需功能。提供多种设备管理方式,包括移动端的操作APP与PC端的管理界面。增强用户反馈机制,定期收集用户意见,针对性地优化平台功能。具体应用场景汽车制造:利用物联网技术实时监控零部件的库存情况,自动触发补货流程,减少因缺料导致的生产线停工时间。冷链物流:通过监测温度、湿度等环境参数,确保食品、药品等敏感货物的安全运输。水泥行业:实现PLC、仪器仪表、工业机器人等设备的信息化管理,优化产能与成本。设备全生命周期管理系统通过实时监控、数据分析、预测性维护、资源优化等功能。淄博水泥设备全生命周期管理系统
以资产设备和备件为基本管理对象,覆盖设备生命周期(采购、调试、运行、维护、报废)的各个环节。潍坊计量设备全生命周期管理
安全与合规性管理物联网设备资产管理系统还可以提供安全与合规性管理功能。通过加密技术和权限控制,系统可以有效防止数据泄露和非法访问,保障用户的数据安全。同时,系统还可以与企业的合规性数据库进行比对,确保采购的设备符合行业标准和法规要求,避免潜在的安全风险。推动智能化与自动化发展物联网技术推动了设备的智能化与自动化发展。通过连接网络,设备可以实现互联互通,信息交换和通信的效率提高。这种智能化不仅简化了设备的管理和操作,还促进了生产过程的自动化。通过引入先进的智能制造技术和设备以及构建灵活的生产组织模式,企业可以快速响应市场变化和客户需求,实现产品的个性化定制和快速交付。潍坊计量设备全生命周期管理
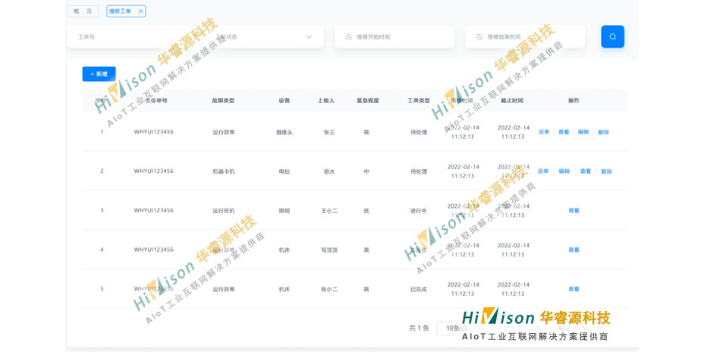
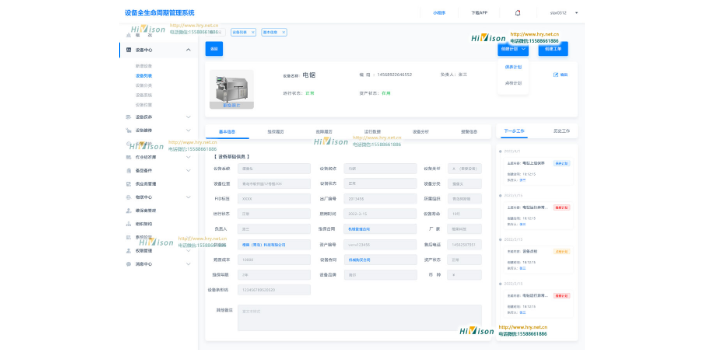
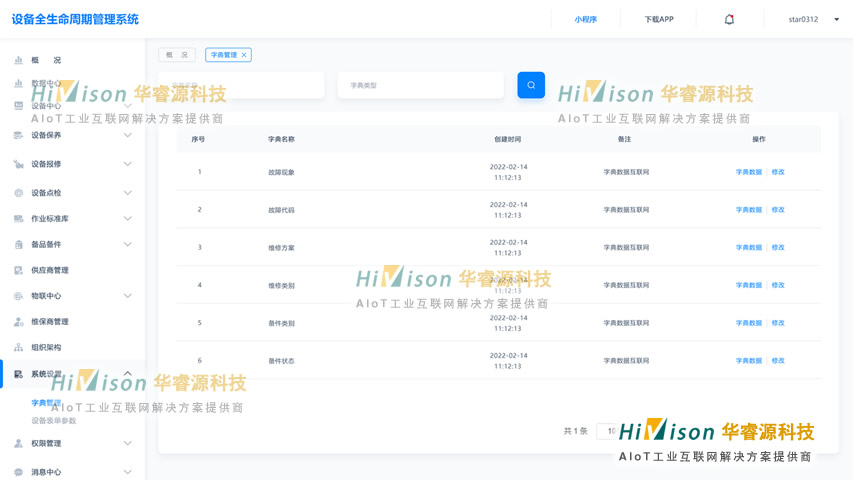
设备全生命周期管理系统是从设备采购到报废的整个生命周期进行管理。系统整合了设备采购验收、设备台帐、设备档案、设备盘点、报修维修管理、点巡检保养管理、设备管理的各个审批流程的管理、运行状态实时监控(物联网模块)、备件仓库管理、知识库、经验库、缺陷库、数据统计分析等。提供针对设备的“采购--合同--运营--维护--维修--盘点--调拨--报废”全生命周期跟踪管理。按照政策文件规定,化工类企业实施该系统后可以为安全风险评估等级加分。设备全生命周期管理系统能生成多维度报表,如设备台账报表、运维成本报表等,为决策提供数据支撑。物流设备全生命周期管理系统应用设备管理系统是一套综合性的管理平台,旨在通过信息...
- 青岛自动化设备全生命周期管理系统有哪些 2026-05-05
- 公司设备全生命周期管理系统 2026-05-05
- 青岛专业设备全生命周期管理系统多少钱 2026-05-04
- 广西生产设备全生命周期管理系统 2026-05-04
- 青岛教学设备全生命周期管理系统登录入口 2026-05-03
- 成都材料设备全生命周期管理系统多少钱 2026-05-03
- 青岛设备全生命周期管理系统源码 2026-05-03
- 青岛实验室设备全生命周期管理系统研发公司 2026-05-02
- 青岛工业设备全生命周期管理系统好吗 2026-04-30
- 设备全生命周期管理系统下载 2026-04-30


- 青岛实验室仪器设备全生命周期管理系统 2026-04-28
- 设备全生命周期管理系统业务流程图 2026-04-28
- 青岛大型机械设备全生命周期管理系统功能 2026-04-28
- 青岛自助设备全生命周期管理系统定制 2026-04-27
- 青岛水泥智能设备全生命周期管理系统 2026-04-27
- 青岛特种设备全生命周期管理系统费用 2026-04-26





- 湖北电气设备管理系统 05-09
- 安徽特种设备管理系统 05-08
- 物流设备管理系统报价表 05-08
- 物流设备管理系统服务电话 05-08
- 河北高校设备管理系统 05-08
- 青岛工业设备管理系统 05-07
- 菏泽专业的电力监控系统企业 05-07
- 青岛专业设备管理系统价格 05-07
- 北京机械设备管理系统 05-07
- 青岛点检设备管理系统厂家 05-06