- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
自2002年之后,中国汽车行业开始进入爆发式增长阶段。到2009年,中国取代美国成为世界上的汽车销售市场,结束了由福特公司开始的美国长达一个多世纪的汽车统治地位。不仅如此,2009年,中国的汽车产量超过了日本和美国的总和,取代了日本汽车工业保持的世界靠前的位置。2009年中国汽车工业产销总量分别达到1379.1万辆和1364.48万辆,同比增长48.30%和46.15%。2010年,汽车产销分别为1826.47万辆和1806.19万辆,同比增长32.44%和32.37%,保持了世界靠前的地位。2011年在我国汽车业步伐放缓的背景下,依然有5%左右的增长率。预计未来十年,我国汽车市场年均增长率将达到7.1%,到2020年中国汽车市场的销量有望占据全球汽车总销量的一半以上,将是美国市场销量的两倍左右,中国汽车市场前景非常广阔。微通道扁管 ,就选正和铝业,让您满意,期待您的光临!江苏挤出微通道扁管加工

微通道铝管是一种新型环保制冷剂承载管道部件,首先在汽车空调系统上获得强制使用(欧盟规定为1996 年,中国规定为2002 年)。该产品由于技术含量高、生产难度极大,2010年之前,世界上有挪威的海德鲁、日本的三菱和古河、韩国一进等极少数厂家生产,其生产技术基本上被其垄断,内资企业根本没有能力生产,国内汽车空调换热器厂商所需的该材料,只能从上述国外厂家设在中国的独资子公司或者直接进口获得。由于微通道铝管技术难度大、难点多,在生产过程中如何运用科学、有效的在线探伤、表面质量等检测手段,及时检出(标记)有缺陷的产品,对微通道铝管的质量控制极为关键。江苏挤出微通道扁管加工正和铝业,微通道扁管、液冷板厂家直销!
上述实施例提供的微通道换热器具有两个进口41和一个出口42,且进口41和出口42位于微通道扁管的同侧。当然,也可选择微通道换热器具有一个出口42和一个进口41,并不局限于此。对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的宽的范围。
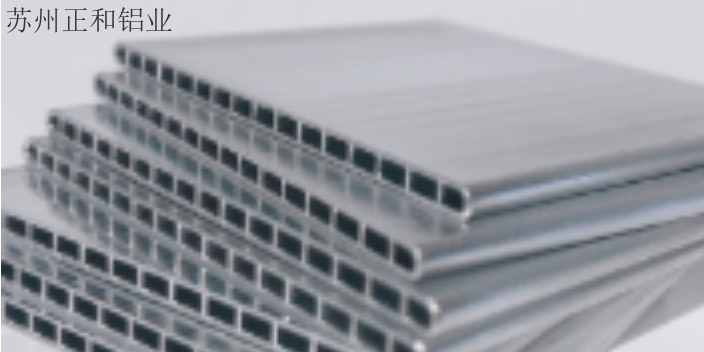
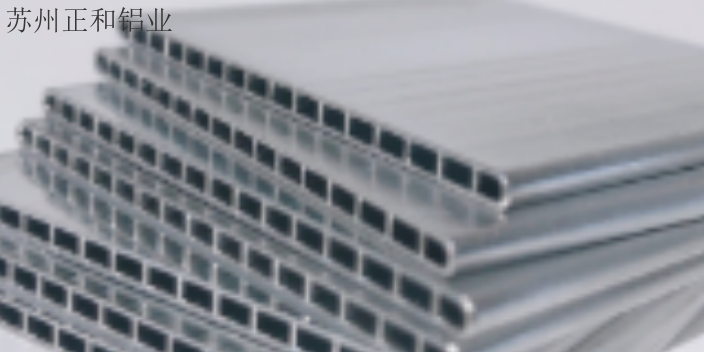
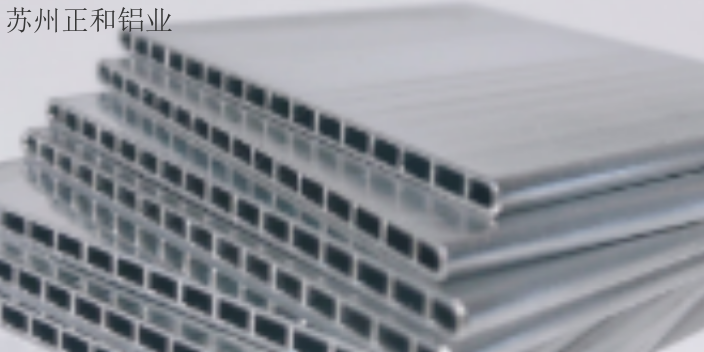
微通道扁管采用铝合金材料制造,具有良好的耐腐蚀性和耐高温性能,可在恶劣环境下长期稳定运行。其热传导性能优异,可在短时间内完成热量传递,节省能源,降低环境污染。广泛应用于汽车、航空航天、电子、化工等领域,为这些行业提供了高效、可靠的换热解决方案。其设计灵活多样,可根据客户需求进行定制,满足不同行业、不同应用场景的换热需求。其结构紧凑、流体阻力小,使得流体能够快速通过,降低了系统压力损失,提高了系统效率。应用正在不断拓展,未来将会在更多领域发挥重要作用,为推动工业发展、促进经济增长做出贡献。哪家的微通道扁管性价比比较高?

微通道扁管的制作工艺:1、模具设计和加工技术能力:主要包括极低挤压突破力和极高尺寸精度及特殊成型能力和拥有极强耐磨性能热挤压模具的设计、制造技术;模具内壁耐磨、耐热、超润滑技术的充分应用;单台多支共挤模具多点温度精密控制技术等。2、挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。如何区分微通道扁管的的质量好坏。山西定制微通道扁管加工
正和铝业为您提供微通道扁管 ,有想法可以来我司咨询!江苏挤出微通道扁管加工
第三种折法为:自单块板1的中间位置开始折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸至隔板的起始位置,然后向上折单块板1并水平延伸至隔板的终止位置,向下折单块板1,形成封闭的单排扁管2。为了便于保证质量,优先选择第一种折法;第四种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后向下折单块板1,并水平延伸预设距离,再向上折单块板1依次折叠隔板,形成封闭的单排扁管2。为了便于保证质量,优先选择第四种折法,由第四种折法获得的单排扁管2只有一个铝板接触点,焊接后泄漏风险较小,其余三种折法获得的单排扁管2会有两个接触点,焊接后泄漏风险较大。江苏挤出微通道扁管加工


- 内蒙古认可微通道扁管批发 2024-07-12
- 四川放心选微通道扁管仿真 2024-07-11
- 湖北挤出微通道扁管优点 2024-07-11
- 西藏储能电池包微通道扁管仿真 2024-07-11
- 北京质量微通道扁管检测 2024-07-11
- 北京蛇形微通道扁管设计 2024-07-11
- 广东质量微通道扁管生厂制造商 2024-07-11
- 宁夏品质微通道扁管五星服务 2024-07-10