- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
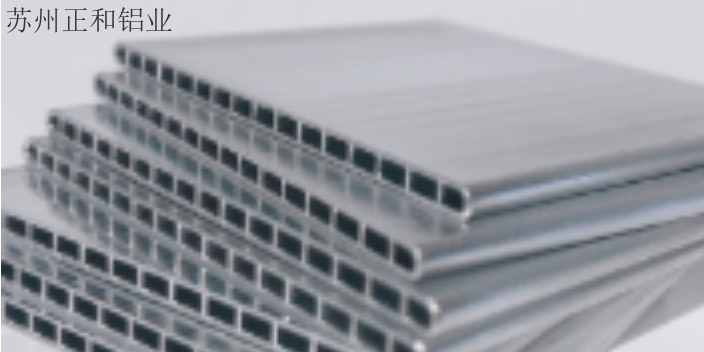
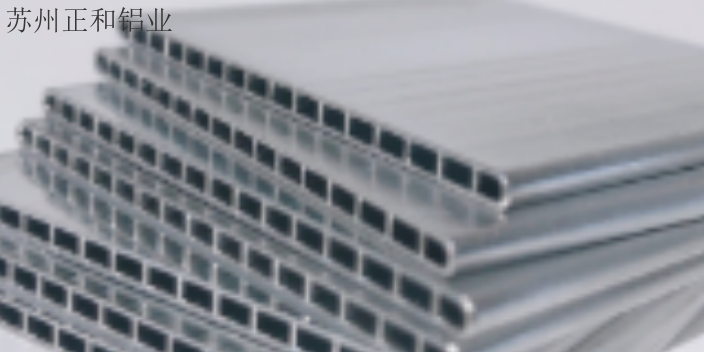
为了便于微通道扁管的安装,上述实施例提供的微通道扁管中,单排扁管2的端口为渐缩口21,且其开口渐缩。这样,渐缩口21向单排扁管2(或者渐缩口21)的开口渐缩,方便了将单排扁管2插入集流管4内,从而方便了安装。对于渐缩口21的渐缩程度,需要根据实际需要进行设置,本发明实施例对此不做限定。为了便于渐缩口21的制作,上述微通道扁管中,渐缩口21的管壁自单排扁管2的中部向其端面逐渐减薄。基于上述实施例提供的微通道扁管,本发明实施例还提供了一种微通道换热器,如图9所示,该微通道换热器包括:微通道扁管,与微通道扁管的两端连通的集流管4;其中,微通道扁管为上述实施例所述的微通道扁管。正和铝业致力于提供微通道扁管 ,期待您的光临!河南加工微通道扁管货源充足

由于微通道铝管技术含量高,生产难度极大,小品种宽度为12mm,厚度1mm,却要有12-16个孔。其难点主要体现在以下6个方面:3.气密性一套微通道热交换器大约有50~150支微通道铝管,只要一支出现气密性缺陷(如气孔、夹杂等),则整个空调器就会报废,因此质量标准以PPM(100万件)计,衡量标准为15PPM以下。4.棒材微通道铝管其小极限壁厚0.13mm,如果铸棒材料纯净度和含氢量达不到要求的话,只要有一个很细微的气孔或者夹杂物,都会使微通道铝管的薄壁产生泄漏,故必须采用高纯度精炼棒,含氢量≤0.09%。西藏特殊微通道扁管量大从优正和铝业致力于提供微通道扁管 ,有想法可以来我司咨询。

① 冷媒的历史变迁1989年,限制使用CFC的国际协议——蒙特利尔议定书正式签定,从而加速了保护臭氧免受化学物质破坏的进程。当时选择的替代品为R22,现绝大部分家商用空调等电器沿用至今。但R22 的大量消耗又会给地球带来了另一个灾难性破坏——温室气体效应, 所以也被下达了禁用令:2003年压缩为65%,2010年为35%,2015年为10%,2020年禁止(后调整2030年)!而先后改用R134a、R407C、R410a等新型环保制冷,并首先在汽车空调系统上获得强制使用(欧盟规定为1996年,中国规定为2002年)。现比较普遍采用高压力和高气体密度的R410a,不但可以用更小排气量的压缩机,还可以用更小直径的管路和阀门,因此成为世界范围内家商用制冷剂的选择。而兼具耐高压的平行流微通流蒸发器和冷凝器又成为家用和商用空调系统的选择。② 车用空调率先进入微通道时代微通道热交换器(俗称平行流蒸发器和冷凝器),在1981年由美国斯坦福大学的两位教授研究出来,1996年开始强制性应用于以环保冷媒R134a 为制冷剂的汽车空调系统,目前全球所有的汽车空调系统均使用这种微通道热交换器。
对称折叠单块板1形成双排扁管,双排扁管包括:两个单排扁管2和连接两个单排扁管2的连接桥3,单排扁管2由复数个微通道隔板分隔为若干微通道22:对称折叠单块板1形成双排扁管,存在两种折叠方向,一种为自单块板1的两侧向单块板1的中间对称折叠,另一种为自单块板1的中间向单块板1的两侧对称折叠。为了便于折叠,优先选择自单块板1的中间向其两侧对称折叠单块板1。这样折叠方向还存在多种折法。图7中,以右边的单排扁管2为例列举三种折法,第一种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后依次折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸预设距离,向上折单块板1,形成封闭的单排扁管2;第二种折法为:在单块板1的中间位置先向下折单块板1,然后水平延伸预设距离后,向上折单块板1,再依次折叠隔板,待隔板折叠完后,向上折单排板并水平延伸预设距离,向下折单块板1,形成封闭的单排扁管2;微通道扁管 ,就选正和铝业,用户的信赖之选,有需求可以来电咨询!

微通道铝管技术含量高,生产难度极大,难点主要体现在以下方面:由于微通道铝管内有制冷剂介质,外有大气腐蚀,很容易因点腐蚀作用而产生泄漏,必须在其外表面喷上薄薄的一层锌从而保护管壁不发生腐蚀。国内至今还没有能提供合格喷锌设备的厂家,国际上也只有极少数的厂家能提供。在线探伤和检测技术由于微通道铝管技术难度大、难点多,在生产过程中如何运用科学、有效的在线探伤、表面质量等检测手段,及时检出(标记)有缺陷的产品,对微通道铝管的质量控制极为关键。正和铝业为您提供微通道扁管 ,有想法可以来我司咨询!河南微通道扁管生产
微通道扁管的价格哪家比较优惠?河南加工微通道扁管货源充足
在连接桥3的两端切割安装让位缺口31:为了保证微通道扁管能够与集流管4连接,需要在连接桥3的两端切除部分,即在连接桥3的两端切割安装让位缺口31,从而保证微通道扁管的单排扁管2插入集流管4内,以便于实现微通道扁管与集流管4的密封连接。S04:微通道隔板与单排扁管2的内壁由助焊剂高温焊接结合,获得微通道扁管:需要说明的是,助焊剂即为单块板表面的喷涂剂,助焊剂存在于微通道扁管2的内壁以及微通道隔板的表面。本发明实施例提供的微通道扁管生产方法,对称折叠单块板1形成双排扁管,在双排扁管的连接桥3设置安装让位缺口31,从而获得微通道扁管,较现有技术采用挤压成型获得微通道扁管相比,单块板1的性能较稳定且在折叠后表面材质一致性较强,质量较稳定,不会出现材质分布不均、杂质、气泡等现象,有效提高了微通道扁管的品质,从而提高了微通道扁管的使用寿命。河南加工微通道扁管货源充足


- 内蒙古认可微通道扁管批发 2024-07-12
- 四川放心选微通道扁管仿真 2024-07-11
- 湖北挤出微通道扁管优点 2024-07-11
- 西藏储能电池包微通道扁管仿真 2024-07-11
- 北京质量微通道扁管检测 2024-07-11
- 北京蛇形微通道扁管设计 2024-07-11
- 广东质量微通道扁管生厂制造商 2024-07-11
- 宁夏品质微通道扁管五星服务 2024-07-10