- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
由于微通道铝管技术含量高,生产难度极大,较小品种的宽度为12mm,厚度1mm,却要有12-16个孔。其难点主要体现在以下6个方面:1.超大挤压比挤压比是指材料热挤压前的断面积同挤压后的断面积之间的比例,一般情况下在8~50倍,而微通道铝管断面积为4px2 左右,挤压比要达到400倍以上,是铝挤压极限工艺的8倍多。2.超高尺寸精度微通道铝管尺寸精度远高于《铝及铝合金研究要热挤压管》国家标准。按国家标准,典型品种宽度16mm尺寸偏差为±0.3mm,而微通道铝管宽度尺寸偏差为±0.03mm,要求高的甚至需提高到±0.01~±0.02mm。正和铝业致力于提供微通道扁管 ,有需要可以联系我司哦!天津认可微通道扁管厂家直销
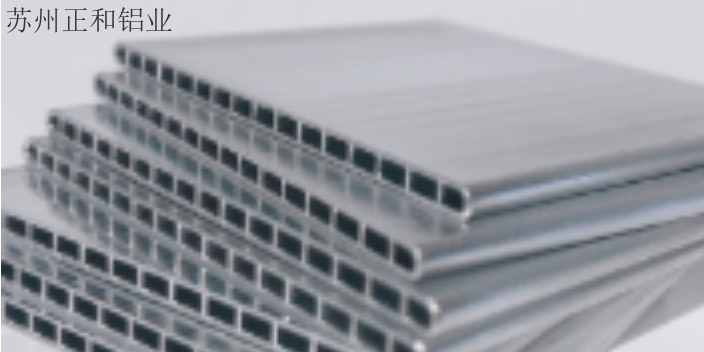
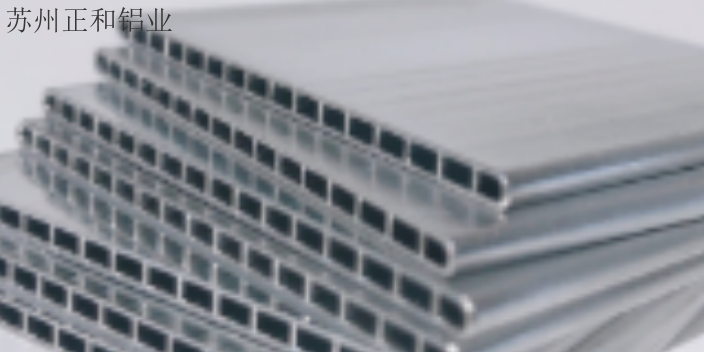
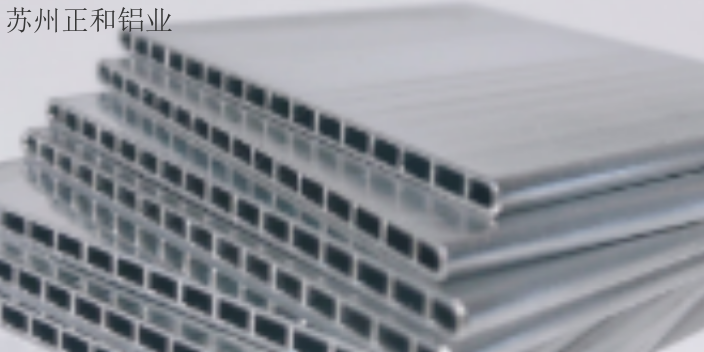
微通道铝扁管(又称“平行流铝扁管”)是采用精炼铝棒、通过热挤压、经表面喷锌防腐处理,薄壁多孔扁形管状材料,主要应用于各种冷剂的空调系统中,作为承载新型环保制冷剂的管道零部件,采用新型环保制是新一代平行流微通道空调换热器的关键材料。微通道铝管是一种新型环保制冷剂承载管道部件,首先在汽车空调系统上获得强制使用(欧盟规定为1996 年,中国规定为2002 年)。该产品由于技术含量高、生产难度极大,2010年之前,世界上有挪威的海德鲁、日本的三菱和古河、韩国一进等极少数厂家生产,其生产技术基本上被其垄断,内资企业根本没有能力生产,国内汽车空调换热器厂商所需的该材料,只能从上述国外厂家设在中国的独资子公司或者直接进口获得。海南液冷微通道扁管按需定制微通道扁管 ,就选正和铝业,用户的信赖之选,欢迎新老客户来电!

对称折叠单块板1形成双排扁管,双排扁管包括:两个单排扁管2和连接两个单排扁管2的连接桥3,单排扁管2由复数个微通道隔板分隔为若干微通道22:对称折叠单块板1形成双排扁管,存在两种折叠方向,一种为自单块板1的两侧向单块板1的中间对称折叠,另一种为自单块板1的中间向单块板1的两侧对称折叠。为了便于折叠,优先选择自单块板1的中间向其两侧对称折叠单块板1。这样折叠方向还存在多种折法。图7中,以右边的单排扁管2为例列举三种折法,第一种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后依次折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸预设距离,向上折单块板1,形成封闭的单排扁管2;第二种折法为:在单块板1的中间位置先向下折单块板1,然后水平延伸预设距离后,向上折单块板1,再依次折叠隔板,待隔板折叠完后,向上折单排板并水平延伸预设距离,向下折单块板1,形成封闭的单排扁管2;
微通道扁管。背景技术:微通道换热器是利用精密加工技术和微加工技术生产制造的通道当量直径在10μm-1000μm之间的微型散热器。由于微通道的尺寸效应,单位体积传热面积高,使得微通道换热器相比于传统换热器具有很高的换热效率。目前铝合金微通道扁管在市场上有两种生产制造方式:一种是通过铝合金杆为原料采用连续挤压形成扁管;另一种是以***铝合金圆锭为原料采用分流焊合挤压工艺成形,在该工艺中,金属坯料被分流孔分流后,在焊合室中进行重新焊合形成封闭截面,而后从芯棒和凹模的工作带挤出成为管材。两种生产方法相比,前一种方法得到的扁管通常耐腐蚀性能较差;后一种方法中,金属经历了一个固态焊合过程,焊合位置力学性能不够稳定。技术实现要素:本实用新型的目的在于提供一种微通道扁管,其耐腐蚀性能强并且力学性能稳定。哪家微通道扁管的是口碑推荐?

微通道铝管技术难点主要体现在以下方面:5.表面喷锌技术由于微通道铝管内有制冷剂介质,外有大气腐蚀,很容易因点腐蚀作用而产生泄漏,必须在其外表面喷上薄薄的一层锌从而保护管壁不发生腐蚀。国内至今还没有能提供合格喷锌设备的厂家,国际上也只有极少数的厂家能提供。6.在线探伤和检测技术由于微通道铝管技术难度大、难点多,在生产过程中如何运用科学、有效的在线探伤、表面质量等检测手段,及时检出(标记)有缺陷的产品,对微通道铝管的质量控制极为关键。哪家微通道扁管质量比较好一点?广西放心选微通道扁管供应商家
正和铝业是一家专业提供微通道扁管 的公司,欢迎新老客户来电!天津认可微通道扁管厂家直销
本发明实施例提供了一种微通道扁管生产方法,提高了微通道扁管的品质,从而提高微通道扁管的使用寿命。下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。如图1所示,本发明实施例提供的微通道扁管生产方法,具体包括步骤:S01:选取单块板1,该单块板1的表面喷涂有助焊剂:单块板1的大小需要根据所需微通道扁管的大小进行选择。单块板1的材料根据微通道扁管的性能进行选择。为了提高微通道扁管的性能,优先选择单块板1为复合铝板。当然,也可选择单块板1为其他材料的板,例如铝板、铜板等,只要能够满足微通道扁管的使用要求即可。在单块板1的表面喷涂助焊剂,为后续折叠单块板1形成双排扁管提供前提。对于助焊剂的类型,可根据实际需要进行选择,本发明实施例对此不做限定。天津认可微通道扁管厂家直销


- 云南特殊微通道扁管仿真 2024-04-30
- 河北放心选微通道扁管批发 2024-04-30
- 福建微通道扁管供应商家 2024-04-30
- 上海加工微通道扁管量大从优 2024-04-30
- 辽宁钎焊微通道扁管仿真 2024-04-23
- 上海个性化微通道扁管生厂制造商 2024-04-22
- 重庆放心选微通道扁管工艺 2024-04-22
- 广东放心微通道扁管生厂制造商 2024-04-22