铲齿散热器作为高效散热元件,其关键工作原理基于热传导、热对流与热辐射的协同作用,通过优化结构设计强化热量从热源到外界环境的传递效率。在热传导环节,散热器底座直接与发热器件(如 CPU、功率模块)接触,底座采用高导热系数材质(如纯铝、铝合金),将器件产生的热量快速传导至铲齿结构;铲齿作为散热关键单元,...
铲齿散热器基本参数
- 品牌
- 锦航
- 型号
- 新能源散热器
- 加工定制
- 是
铲齿散热器企业商机
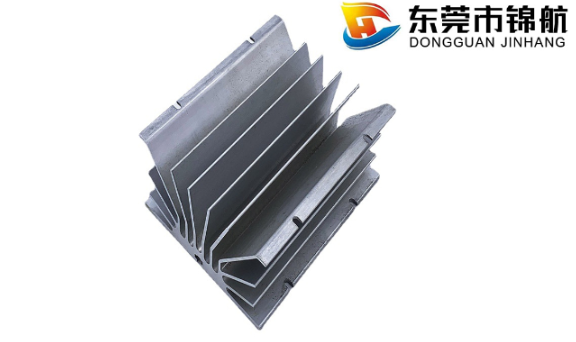
铲齿也称Skiving技术,就是把铝板或铜板通过铲齿铲片机切割出标准间距,一定片厚及片高的散热片。由于采用了高精密的切削技术,一体化成形的,相对其他的加工方式,同样体积原材料能切削出更大的散热面积,传热递的性能更稳定,比较一般的插片散热器可提升15-35%的散热功能,铲齿散热器不但提高了散热的效率,而且还延长发热元器件的使用寿命。由于齿片与基板属于同一材料,因此散热齿片与基板之间没有接触热阻,齿片高度与齿片间距的比值很大。(铜可以达到25,铝可以达到60),所以切割的散热片薄而致密,同时也增加了散热面积。即使风量减少,散热器仍能达到良好的散热效果,从而降低了风扇所产生的噪音,并能在有限的空间内散发大量的热量,从而满足散热要求。高密齿铲齿散热器优势:(1)铲齿散热器具有更高的散热片密度,增加了散热面积,提高了散热性能。(2)铲齿散热器的齿板高度可达120mm,完全满足大多数散热器的生产需要。(3)铲齿散热器的齿可以做得更薄,一般为,这样可以使散热器更轻。(4)铲齿散热器是在原材料上铲起来的,因此散热性能不受损害,能达到原材料100%的散热效率,不会有松动和脱落的情况发生,更能提高机器运行的可靠性。(5)铲齿散热器的兼容性高。 铲齿散热器的设计可以适应不同的CPU型号和接口。六安1060型材铲齿散热器材质

铲齿散热器是通过铝或铜的型材加工而成的,从铝或铜型材到散热器的过程中,要注意哪些问题?下面就说一下铲齿散热器加工的较早的工序----切割的注意事项。型材的切割是铲齿散热器的重要的一道工序,切割出来的半成品就是铲齿散热器的雏形,我们在切割时一定要特别注意以下问题:1.型材来料时要检验型材是否依照图纸尺寸加工的,以及型材来料的三伤检查;2.将铝型材搬到切割台时一定要很小心,别让切割台的边角刮伤或碰伤型材;3.在切割需要将切割机台上的铝屑清理干净,在切割时影响型材的位置从而影响铲齿散热器的切断尺寸;4.设置好切割的尺寸,严格按照图纸要求尺寸进行工作;5.切割前一定要检查切割机的刀片;6.切割时注意刀片的温度变化,是否需要加水等;7.切割好后,复测一边尺寸,再给品质确认尺寸。 六安1060型材铲齿散热器材质铲齿散热器是一款综合散热设备,兼顾多种要素。

铲齿散热器是一种用于散热的装置,其主要部件是铲型散热器。这种散热装置在未来的趋势如下:1.更好的散热:随着技术的不断发展,铲齿散热器的散热效率将会不断提高。这意味着更高的温度可以被传递到周围环境中,从而提高系统的能效。2.更多的应用:铲齿散热器可以应用于各种不同的领域,包括建筑、汽车、工业等。未来,将会有更多的应用场景,使铲齿散热器得到更多的应用。3.新型材料的应用:新型材料的应用将有助于提高散热器的性能。例如,使用强度比较高和轻量化的材料可以使其更耐用,同时还可以提高散热效率。4.智能化:未来的铲齿散热器将更加智能化。例如,可以配备多种温度传感器、电机控制器等,从而实现自动调节温度、风扇转速等功能。铲齿散热器在未来的趋势是不断提高性能、更多的应用、新型材料的采用以及智能化的应用。铲齿散热器是一种新型的散热器类型,相对于传统的散热器,铲齿散热器具有更高的散热效率和更长的使用寿命。这种散热器主要由铲形状的散热器齿构成,能够更好的散出热量,提高室内温度。
电子散热器是一种加快发热体热呈散发的装宜,衡量一个散热器的好坏有两点:散热和静音。计算机部件中大都使用集成电路。众所周知,高温是集成电路的大敌。高温不但会导致系统运行不稳,使用寿命缩短,甚至有可能使某些部件烧毁。导致高温的热量不是来自计算机外,而是计算机内部,或者说是集成电路内部。电子散热器的作用就是将这些热疑吸收,然后发散到机箱内或者机箱外保证计算机部件的温度正常。多数散热器通过和发热部件表而接触。吸收热疑,再通过各种方法将热量传递到远处,比如机箱内的空气中,然后机箱将这些热空气传到机箱外完成计算机的散热。使用环境条件的要求对冷却水的水质应有一左要求循环水的电阻率应不低于}9之间:进口水温度不高于35*C、水流量为4--8L/min:当用于高电压或较高电压器件时,必须确保上述水质的要求或更高水质的要求:水冷散热器在工作时,应特别注意防漏水、防堵塞、防凝露。风冷散热器安装时,散热器铝型材叶片应沿冷却风气流方向:进口空气温度不高于400C、进口端风速为4-6mls;由于风冷散热器具有风阻参数的特点,选用整机中的散热器时,应根据负载要求和风机能力,查散热器热阻、流阻与风速的关系曲线,综合考虑散热器热阻和风阻两个参数。 铲齿散热器可以优化工业生产流程,提高工作效率。

BGL型不锈钢翅片管散热器主要由不锈钢管绕制上皱折钢带而成,呈螺旋状。它可分单排、二排、四排、六排,以及其它非标形式,每种型号均有大小不同规格。该散热器采用氩弧焊,并对焊接处进行酸洗洁净,耐腐蚀、色泽光洁美观、使用年限长等特性。BGL型散热器选用质量材料加工定制,整机进行严格的30分钟以上保压试验,一般钢管散热器水压为25公斤/平方厘米,钢管及不锈钢管散热器水压在30公斤/平方厘米,工作温度300℃以下。啤*麦芽干燥、冷却**散热器2.膨化干燥**散热器3.木材干燥窑**散热器4.染料、化纤、纯碱、乳胶、聚氯乙烯、明胶干燥用散热器5.乳品、奶粉喷雾干燥用散热器6.蔬菜脱水隧道、烘箱干燥用散热器7.造纸、涂布机**散热器8.印染、染整、热风拉幅定型机、热定型机、烘干机、圆网印花机、平网印花机、毛毯定型机、烘干机用散热器9.食品、茶叶烘干**散热器10.淀粉,饲料汽流干燥配套用散热器11.塑料皮革喷浆烘干机12.木纹纸印刷机13.胶粘涂布机。 铲齿散热器的维修操作不复杂,易于进行检修和更换部件。安徽热管铲齿散热器报价
15. 铲齿散热器的设计使其在空间限制较小的情况下仍然可以进行散热。六安1060型材铲齿散热器材质
可充分的将灯具1的每个发光源101发出的热量进行传导,使传热更加充分,多个第二传热热管203可同时对安装板201上的热量进行传导,提高了传热的效率,一个第二传热热管203的两端分别设置一个散热片204,可充分的将第二传热热管203上的热量进行散发,提高散热效率,使得散热器2整体的传热和散热效果得以提升。本申请的散热器2可大功率的灯具1进行散热,保证大功率的灯具1可及时排出热量,避免大功率的灯具1温度过高而烧坏。具体的,本申请的散热器可对1200w以上的灯具进行散热,并且,本申请在保证有效散热的同时整体体积较小,便于安装到灯壳内部以及便于运输。推荐的,请参阅图4,每组***传热热管202包括两个***传热热管202,每个***传热热管202呈u形结构并且两个***传热热管202的开口反向,两个开口反向的u形结构有利于增大***传热热管202与灯体的接触面积,可充分的将灯具1上每个发光源101的热量进行充分传导。相比于现有的散热器2,本申请的***传热热管202可与一个灯具1中的多个发光源101一一对应,使得传热效果更加均匀,有利于灯具1热量的散热。可选地,本申请的每个散热片204的中间位置开设有一插槽2042,插槽2042沿散热片204的长度方向设置,安装散热片204时。 六安1060型材铲齿散热器材质
与铲齿散热器相关的文章

山西新能源铲齿散热器优点
- 深圳铲齿散热器报价 2026-03-26
- 太原水冷铲齿散热器 2026-03-26
- 广东铜料铲齿散热器加工 2026-03-26
- 惠州汽车铲齿散热器性能 2026-03-26
- 东莞光学铲齿散热器加工 2026-03-25
- 深圳1060型材铲齿散热器优点 2026-03-25
- 江门新能源铲齿散热器 2026-03-25
- 东莞6063未时效型材铲齿散热器加工 2026-03-25
- 江门新能源铲齿散热器设计 2026-03-25
- 安徽6063未时效型材铲齿散热器优点 2026-03-25
- 深圳热管铲齿散热器生产 2026-03-25
- 江门1060型材铲齿散热器生产 2026-03-25
与铲齿散热器相关的产品


与铲齿散热器相关的新闻
-
江苏水冷铲齿散热器材质 2026-03-25 22:04:18铲齿散热器的定制化设计需遵循 “需求分析 - 参数计算 - 结构设计 - 仿真验证 - 样品测试” 五步流程,确保产品精确匹配应用场景。第一步需求分析,明确主要参数:热源功率(如 200W)、允许最高温度(如 85℃)、环境温度(如 40℃)、安装空间(如长 120mm× 宽 80mm× 高 30m...
-
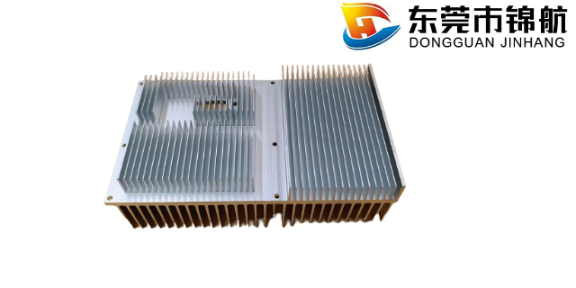
合肥铝型材铲齿散热器工艺 2026-03-25 23:04:53东莞市锦航五金制品有限公司深耕散热器领域多年,主推的铲齿散热器凭借独特的结构设计与杰出的散热性能,成为电子设备、工业机械等领域的优先选择散热解决方案。铲齿散热器采用一体成型的铲齿工艺,相较于传统焊接式散热器,有效减少了热阻损耗,热传导效率提升 30% 以上。锦航五金依托精密数控加工设备,将铝型材或铜...
-
合肥铝型材铲齿散热器设计 2026-03-25 21:04:06铲齿散热器的结构设计需围绕 “大化散热面积、优化气流路径、降低热阻” 三大关键目标,关键设计要素包括齿形、齿高、齿间距、底座厚度及加强结构,各要素的参数选择需结合实际散热场景动态调整。齿形设计直接影响气流流动性与散热面积,常见齿形有直齿、斜齿、波浪齿:直齿结构简单、加工便捷,适用于自然对流或低风速强...
-
广东新能源铲齿散热器批发 2026-03-25 20:19:58工业控制设备(如 PLC、变频器、伺服驱动器)的工作环境复杂(多粉尘、油污、振动),且关键功率模块(如 IGBT、MOSFET)发热密度高(通常 20~50W/cm²),对铲齿散热器的散热效率与防护性能提出双重要求。在变频器应用里,功率模块散热功率通常 100~300W,铲齿散热器需采用铝合金材质(...
与铲齿散热器相关的问题
新闻资讯
产品推荐
-

昌平区光学热管散热器优点
2026-03-27 -

六安新能源热管散热器厂家
2026-03-27 -

汽车热管散热器生产
2026-03-27 -

水冷热管散热器
2026-03-27 -
苏州铜料热管散热器报价
2026-03-27 -
广东光学热管散热器生产
2026-03-27 -

盐城光学热管散热器厂家
2026-03-27 -

深圳6063未时效型材热管散热器工艺
2026-03-27 -
广州新能源热管散热器加工
2026-03-27