- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
此外,根据young-lippmann方程,在介电层材料和厚度确定的情况下,接触角余弦值与加载交流电高电势的平方正相关,过高的电势会击穿介电层,加载方波型交流电在阈值电压下可比较大限度的改变接触角。实施例6:本实施例主要结构同实施例4,其中,所述微通道板1采用pc透明材料制得。实施例7:本实施例主要结构同实施例4,其中,所述聚四氟乙烯层5的厚度小于100nm,平整度小于3μm,粗糙度小于20nm。聚四氟乙烯层涂在硅片氧化层外,在交流电润湿系统未启动或启动后电源低电势的时候保证通道表面疏水性。与此同时,通过原子力显微镜(afm)确保亲/疏水可逆过程和加热过程中聚四氟乙烯层粗糙度不发生改变,消除因表面粗糙度改变而导致的浸润性差异。实施例8:本实施例主要结构同实施例4,其中,所述硅片3采用单晶硅片。所述硅片3的电阻率为1~10ω·cm。硅片用作交流电浸润系统的另一电极,具有良好的导电和导热性能,底部加热片产生的热量通过硅片导热充分传递给微通道内的工质。硅片氧化层二氧化硅的介电常数高于大多常用的含氟聚合物,是良好的介电材料。正和铝业是一家专业提供微通道扁管 的公司,欢迎您的来电哦!四川加工微通道扁管工艺

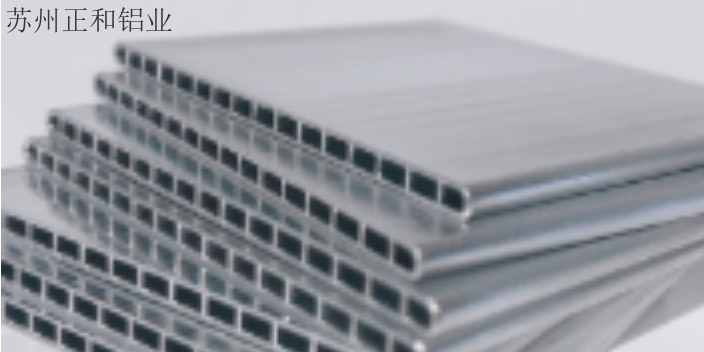
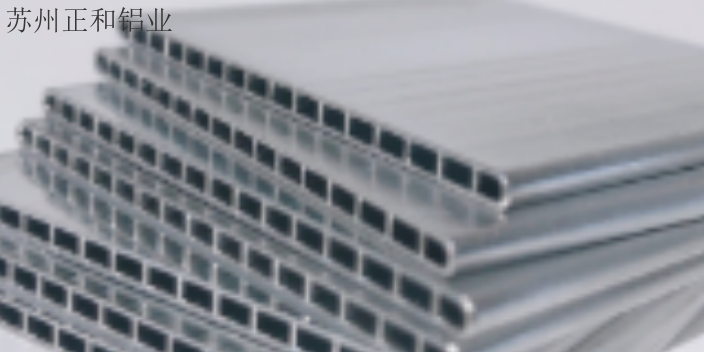
微通道铝扁管产品特点:1.重量轻2.良好的热导性能和导电性能3.良好的耐腐蚀性4.良好的成形和弯曲加工性能5.符合标准ROHS6.高循环再利用价值7.偏差范围小8.表面质量高微通道铝扁管(又称“平行流铝扁管”)是一种采用精炼铝棒、通过热挤压、经表面喷锌防腐处理,薄壁多孔扁形管状材料,主要应用于各种冷剂的空调系统中,作为承载新型环保制冷剂的管道零部件,采用新型环保制是新一代平行流微通道空调换热器的关键材料。微通道铝扁管散热器优点100%全铝,更耐电化学腐蚀制冷剂充注量可减少70%寿命长,恶劣环境下也能保持工作满足制造商高SEER和HSPF的要求热换效率比传统铜管翅片式至少高30%风阻可降低30%重量更轻,体积更小,高达50%~100%的铝,易回收,更环保100%焊接,性能衰减更小A-coil特有扁管折弯设计特有分配管设计保证制冷剂均匀分配特有翅片设计保证冷凝水排水顺畅宁夏质量微通道扁管规格齐全苏州正和铝业有限公司致力于提供微通道扁管 ,期待您的光临!

微通道铝扁管的制作工艺:1、模具设计和加工技术能力:主要包括极低挤压突破力和极高尺寸精度及特殊成型能力和拥有极强耐磨性能热挤压模具的设计、制造技术;模具内壁耐磨、耐热、超润滑技术的充分应用;单台多支共挤模具多点温度精密控制技术等。2、挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。
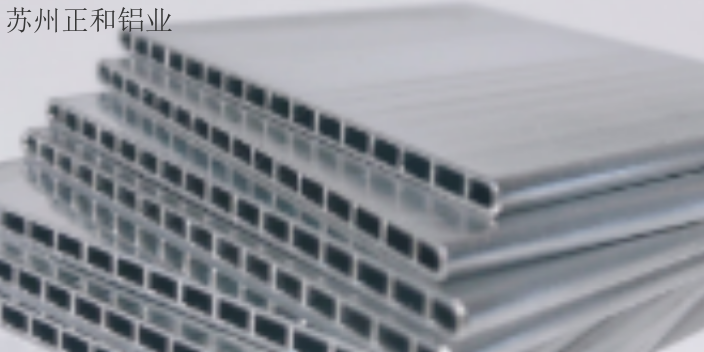
微通道扁管是一种高效、节能的换热器材料,其独特的结构设计使得热量传递更加迅速、均匀,从而提高了换热效率。采用铝合金材料制造,具有良好的耐腐蚀性和耐高温性能,可在恶劣环境下长期稳定运行。微通道扁管采用铝合金材料制造,具有良好的耐腐蚀性和耐高温性能,可在恶劣环境下长期稳定运行。其热传导性能优异,可在短时间内完成热量传递,节省能源,降低环境污染。广泛应用于汽车、航空航天、电子、化工等领域,为这些行业提供了高效、可靠的换热解决方案。其设计灵活多样,可根据客户需求进行定制,满足不同行业、不同应用场景的换热需求。哪家公司的微通道扁管是比较划算的?

由于微通道铝管技术含量高,生产难度极大,小品种宽度为12mm,厚度1mm,却要有12-16个孔。其难点主要体现在以下6个方面:1.超大挤压比挤压比是指材料热挤压前的断面积同挤压后的断面积之间的比例,一般情况下在8~50倍,而微通道铝管断面积为4px2 左右,挤压比要达到400倍以上,是铝挤压极限工艺的8倍多。2.超高尺寸精度微通道铝管尺寸精度远高于《铝及铝合金研究要热挤压管》国家标准。按国家标准,典型品种宽度16mm尺寸偏差为±0.3mm,而微通道铝管宽度尺寸偏差为±0.03mm,要求高的甚至需提高到±0.01~±0.02mm。昆山好的微通道扁管的公司。山西认可微通道扁管供应商
微通道扁管 ,就选正和铝业,让您满意,有想法可以来我司咨询!四川加工微通道扁管工艺
对称折叠单块板1形成双排扁管,双排扁管包括:两个单排扁管2和连接两个单排扁管2的连接桥3,单排扁管2由复数个微通道隔板分隔为若干微通道22:对称折叠单块板1形成双排扁管,存在两种折叠方向,一种为自单块板1的两侧向单块板1的中间对称折叠,另一种为自单块板1的中间向单块板1的两侧对称折叠。为了便于折叠,优先选择自单块板1的中间向其两侧对称折叠单块板1。这样折叠方向还存在多种折法。图7中,以右边的单排扁管2为例列举三种折法,第一种折法为:在单块板1的中间位置先向上折单块板1,然后水平延伸预设距离后依次折叠隔板,待隔板折叠完后,向下折单块板1并水平延伸预设距离,向上折单块板1,形成封闭的单排扁管2;第二种折法为:在单块板1的中间位置先向下折单块板1,然后水平延伸预设距离后,向上折单块板1,再依次折叠隔板,待隔板折叠完后,向上折单排板并水平延伸预设距离,向下折单块板1,形成封闭的单排扁管2;四川加工微通道扁管工艺


- 云南特殊微通道扁管仿真 2024-04-30
- 河北放心选微通道扁管批发 2024-04-30
- 福建微通道扁管供应商家 2024-04-30
- 上海加工微通道扁管量大从优 2024-04-30
- 辽宁钎焊微通道扁管仿真 2024-04-23
- 上海个性化微通道扁管生厂制造商 2024-04-22
- 重庆放心选微通道扁管工艺 2024-04-22
- 广东放心微通道扁管生厂制造商 2024-04-22