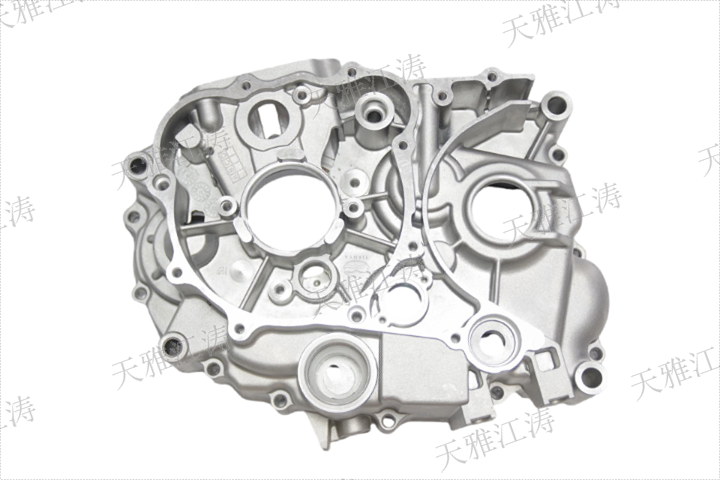
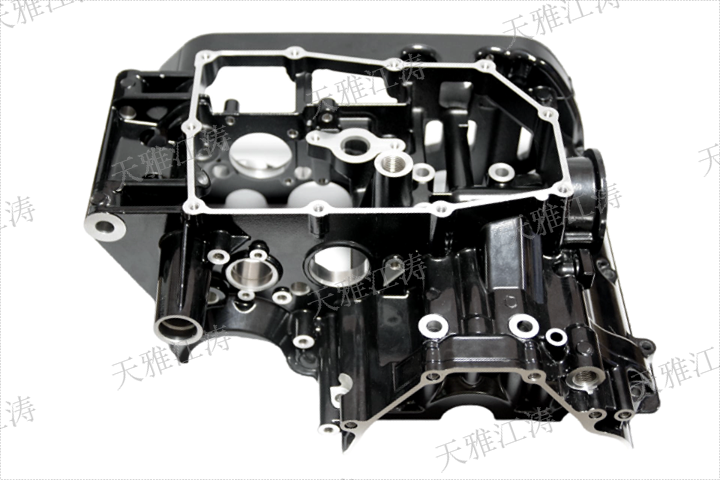
在全球制造业向轻量化、强度高方向转型的背景下,铝合金压铸因兼具高效率、高精度、轻量化等优势,成为汽车、摩托车、新能源、航空航天等高级装备的主要制造工艺。天雅江涛深耕铝合金压铸领域25年,依托43台智能化压铸设备集群和自主创新的工艺体系,构建起覆盖0.8mm-250mm壁厚、年产8000吨规模的精密压...
压铸基本参数
- 品牌
- 天雅江涛
- 成型工艺
- 重力铸造,高压铸造,低压铸造,负压铸造,精密铸造/脱蜡铸造,硅溶胶铸造,砂型铸造,熔模铸造
- 砂型铸造种类
- 粘土湿砂型,粘土干砂型,化学硬化砂型
- 特种铸造种类
- 消失模铸造,壳型铸造,金属型铸造,半固态,离心铸造,实型铸造,泥型铸造,连续铸造,石膏型铸造,陶瓷型铸造
压铸企业商机
压铸工艺作为现代制造业中重要的金属成型工艺,能够解决产品致密度、薄壁件成型、尺寸精度、生产效率和表面质量等多方面的问题。天雅江涛通过25余年的铝合金压铸经验,依托先进的压铸设备和技术,确保产品的高质量和可靠性。我们创新应用真空辅助压铸技术,使薄壁件良品率提升至98.5%。通过智能压铸单元和全自动压铸机的集成应用,我们较大程度上提高了生产效率,降低了生产成本。我们的压铸工艺普遍应用于摩托车部件、汽车结构件、电子散热器、航空航天等领域,获得了客户的一致好评。我们始终坚持以客户需求为导向,不断优化产品设计和制造工艺,为客户提供较优良的压铸产品和全方面的服务体验。我们拥有25年以上的铝合金压铸经验,积累了丰富的行业知识和技术。舟山新能源壳体压铸工厂

5G通信与电子装备:基站散热器:微通道阵列式设计(通道尺寸80-150μm),热阻≤0.8K/W,适用于800W以上大功率5G基站,年出货量超200万套。服务器机箱:采用镁合金牺牲阳极保护技术,盐雾试验寿命达5000小时,成功应用于华为FusionServerPro。消费电子结构件:开发微弧氧化(MAO)表面处理工艺,硬度≥800HV,用于苹果MacBookPro机身框架量产。航空航天精密部件:卫星支架:钛合金/铝合金异种材料激光焊接结构,比强度达450MPa/(g·cm³),成功应用于北斗导航卫星。飞机起落架减震器壳体:采用内高压成形(HIP)技术,致密度≥99.9%,疲劳寿命≥10^6次循环(对应20年使用寿命)。航天服关节部件:形状记忆合金驱动结构,响应时间<50ms,助力中国空间站出舱活动。舟山新能源壳体压铸工厂天雅江涛致力于推动行业技术进步,不断引入先进设备与工艺创新。

主要技术实力:构建压铸全产业链竞争优势:设备集群与工艺布局,天雅江涛配备43台全自动压铸机,形成完整的高压(300-2500T)、低压(50-200T)、重力铸造(20-150T)工艺矩阵,满足从简单件到复杂薄壁结构的多元化需求:高压压铸:用于汽车新能源壳体、5G基站散热器等大批量生产(单件重量5-50kg)低压压铸:适配摩托车缸头、航空结构件等高精度要求场景(气孔率≤0.08%)重力铸造:专攻航空航天精密部件(表面粗糙度Ra≤1.6μm)智能压铸单元集成铝液温度闭环控制系统(波动≤±1℃)、实时压力监测模块和模具应力补偿装置,实现:工艺稳定性:同类产品尺寸公差波动控制在±0.05mm以内;生产效率:循环周期缩短至12-25秒(行业平均15-35秒);能源利用率:熔炉能耗降低22%(余热回收系统+智能温控)。
时间控制:1.注射时间,注射时间是指从铝液开始注入模具到填充完毕所需的时间。注射时间的长短直接影响到铸件的成型质量和生产效率。注射时间过长会导致铝液冷却过快,产生冷隔和气孔;注射时间过短则会导致铝液充型不充分,产生冷隔和气孔。因此,合理控制注射时间是确保铸件质量的重要环节。一般来说,注射时间应根据铸件的壁厚和结构复杂程度进行调整,通常在0.1秒至0.5秒之间。2.保压时间,保压时间是指在铝液充型后,为了补偿铝液的收缩而保持压力的时间。保压时间的长短直接影响到铸件的致密度和力学性能。保压时间过长会导致铸件内部产生应力,甚至出现裂纹;保压时间过短则会导致铸件内部疏松,力学性能下降。因此,保压时间应根据铸件的具体情况进行合理选择,通常在5秒至20秒之间。每一个压铸项目都经过详细评估,以确保较佳解决方案满足客户需求。

技术特点:高精度与高效率的完美结合。全自动压铸设备,天雅江涛配备43台全自动压铸机,锁模力覆盖280T至2500T,支持高压、低压、重力压铸等多种工艺。这种多样化的设备配置能够满足不同规格和复杂程度零件的生产需求,确保产品的高精度与一致性。智能压铸单元集成,通过智能压铸单元集成技术,天雅江涛实现了铝液温度的闭环控制,温度波动控制在±1℃以内。同时,实时压力监测系统确保了压铸过程中的压力稳定性,使产品致密度达到95%以上,明显减少了气孔和缩松等缺陷。真空辅助压铸技术,天雅江涛创新应用真空辅助压铸技术,有效解决了薄壁件成型难题。该技术使薄壁件的较薄壁厚达到0.8mm,良品率提升至98.5%,满足了高精度、轻量化的市场需求。在激烈竞争中,我们凭借突出品质和专业服务赢得了市场信赖与支持。压铸加工厂家
通过智能压铸单元,我们实现了铝液温度闭环控制,波动控制在±1℃以内。舟山新能源壳体压铸工厂
铝合金压铸工艺流程:模具设计与制造,模具是压铸过程中的关键因素,其设计直接影响到较终产品的质量与生产效率。天雅江涛在模具设计阶段遵循以下原则:合理布局:根据零件结构特点合理布局浇注系统,确保金属液顺利流入模具型腔。优化冷却系统:设计合理的冷却通道,以提高模具冷却效率,加快成型周期。材料选择:选用耐磨、强度高材料制造模具,以延长使用寿命并降低维护成本。模具制造完成后,会经过严格的检测,以确保其符合设计要求。舟山新能源壳体压铸工厂
与压铸相关的文章

温州真空辅助压铸工厂
- 金华新能源壳体压铸哪家好 2026-05-14
- 金华箱体压铸厂 2026-05-14
- 衢州低压压铸价格 2026-05-13
- 温州铝合金压铸厂家 2026-05-13
- 杭州箱体压铸加工厂家 2026-05-12
- 绍兴低压压铸厂家 2026-05-12
- 浙江重力压铸原理 2026-05-12
- 舟山新能源壳体压铸厂 2026-05-11
- 广东新能源壳体压铸工厂 2026-05-11
- 衢州铝合金压铸技术 2026-05-10
- 丽水压铸原理 2026-05-09
- 舟山低压压铸原理 2026-05-09
与压铸相关的产品




与压铸相关的新闻
-
丽水新能源壳体压铸价格 2026-05-07 02:05:33严谨的质量控制:1.全方面的质量监测,在压铸过程中,质量控制是我们工作的重中之重。我们严格监控包括温度、压力、时间等各个环节的生产参数,确保这些关键指标在允许范围内波动。通过科学的流程管理,我们得以在生产的每一个环节,确保产品的高合格率。2.材料选择与性能测试,天雅江涛在铝合金材料选择上也不遗余力,...
-
浙江铝合金压铸价格 2026-05-06 14:04:19压铸产品质量保障的主要措施:先进的设备与工艺:天雅江涛拥有43台全自动压铸机,覆盖从280T到2500T的锁模力范围,能够满足不同规格和复杂程度零件的生产需求。公司采用高压、低压和重力压铸工艺,确保产品在成型过程中具有高致密度和优异的机械性能。高压压铸:适用于薄壁件和复杂结构件,确保产品尺寸精度和表...
-
丽水真空辅助压铸流程 2026-05-06 13:03:46在现代制造业中,铝合金压铸技术因其高效率、高精度和低成本的优势,被普遍应用于摩托车、汽车、新能源、电子及航空航天等领域。作为一家拥有25年铝合金压铸经验的高新型技术企业,天雅江涛凭借先进的设备、创新的技术和严格的质量控制体系,成为高精度铝合金压铸技术服务商的行业标志。本文将详细探讨天雅江涛如何通过技...
-
温州重力压铸价格 2026-05-06 15:04:05天雅江涛通过先进的设备、创新的工艺和严格的质量控制体系,确保了其压铸产品的高质量与高可靠性。公司在摩托车、汽车、新能源、电子及航空航天等领域的普遍应用,充分展示了其技术实力和市场价值。未来,天雅江涛将继续秉持“精益求精、追求突出”的理念,推动铝合金压铸技术的创新与发展,为全球客户提供更优良的产品和服...
与压铸相关的问题
新闻资讯
产品推荐
-

珠海机加工工艺
2026-05-15 -

珠海发动机左箱体批发
2026-05-15 -

浙江压轴件机加工实力厂家
2026-05-15 -

湖州CNC机加工工艺
2026-05-15 -
湖州下悬挂加宽左箱体工厂
2026-05-15 -

金华新能源壳体压铸哪家好
2026-05-14 -
金华箱体生产厂家
2026-05-14 -

金华箱体压铸厂
2026-05-14 -

广东发动机缸头工厂
2026-05-14