- 品牌
- 宇兴公司
- 型号
- 模切、涂胶、医疗
- 材质
- PET,PE
- 硬度
- 软质
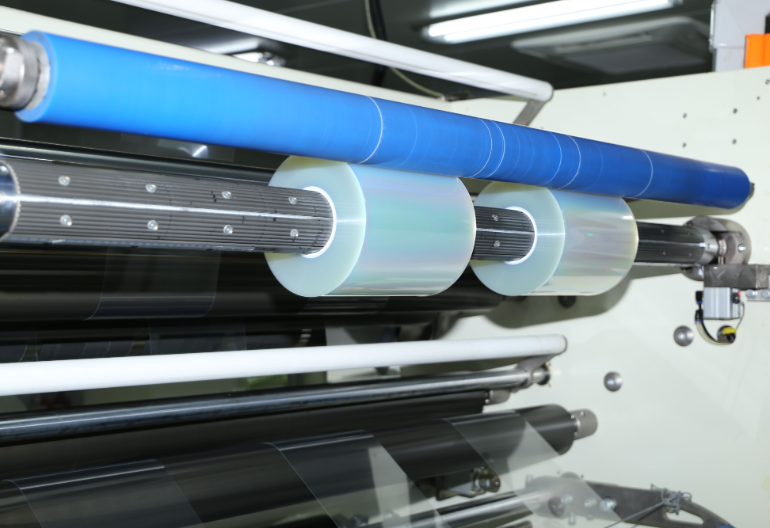
离型剂为添加于树脂内的内部离型剂和使用喷雾的外部离型剂。通常,树脂制造厂、混炼料制造厂向树脂内添加脂肪酸醋、脂肪酸金属盐、有机硅树脂等作为内部离型剂。作为外部离型剂,挤出成型工厂采用喷雾型离型剂或模具表面处理的离型剂。近年开发的模具表面处理用的离型剂尚存在某些缺点,将必然逐步受到克服。离型剂是为防止成型的复合材料制品在模具上粘着,而在制品与模具之间施加一类隔离膜,以便制品很容易从模具中脱出,同时保证制品表面质量和模具完好无损。离型剂分为内部润滑性和外部润滑性两类。前者主要是提高聚合物分子本身的润滑性,它要求与树脂聚合物有一定程度的亲和性或相溶性。后者是提高模具与聚合物之间的润滑性。镀铝离型膜(镀铝PET离型膜)的加工及涂布方式。江门透明离型膜厂家电话
离型膜
基材 pet 薄膜的品质直接决定 pet 离型膜的基础性能,选择时需关注三个维度:一是分子量分布,均聚物 pet 因分子链排列规整,制成的薄膜力学强度更稳定,拉伸强度可达 150MPa 以上;二是表面平整度,基材的表面粗糙度 Ra 需控制在 0.02μm 以下,否则会导致离型剂涂布不均,影响离型一致性;三是热收缩率,质量基材在 120℃下 1 小时的热收缩率应≤1%,避免后续加工中出现膜材变形。此外,基材的晶点数量(≤5 个 /m²)和透光率(≥90%)也是重要考量指标。江门透明离型膜供应商PET离型膜使用常见问题因素与解决方案。

在复合材料生产中,pet离型膜主要作为层间隔离材料,实现不同材料的精细贴合与后续分离。以碳纤维复合材料为例,铺层过程中需用pet离型膜分隔各层预浸料,其离型力需控制在10-15g/in,既防止层间粘连,又便于铺层完成后顺利移除。离型膜的耐温性需匹配复合材料的固化温度,通常要求在180-250℃范围内保持性能稳定,热收缩率≤0.5%。同时,膜材的尺寸稳定性至关重要,在固化压力(通常为0.3-0.5MPa)作用下,厚度变化率需≤2%,确保复合材料的成型精度。
离型膜通常会遇到以下问题1:胶带和离型膜贴合机后,部分胶带在去除时反向去除,并传输“啪”“啪”声响。原因:摆脱时发出声音,起初是离型膜离型力过大,其次是调胶不均造成的。2:造成反摆脱,应该摆脱的原料没有摆脱。原因:直接摆脱的原因PET分离膜的分离力是不合理的。由于分离膜的原始检查不合格,检查机械设备不完整,生产过程不够稳定,促进分离膜的分离力不均匀,波动很大。3:冲切好放置一段时间后离型膜和胶带无法摆脱。原因:放置后胶带和离型膜无法摆脱,一般是因为胶水调整不均匀,有些地区离型力不够,导致胶带无法摆脱。4:分离膜会导致静电感应和灰尘吸附。原因:不在清洁车间进行,为了解决灰尘困难,一个可配备清洁车间,在清洁车间生产加工,二是使用抗静电PET离型膜原料。离型膜产品的主要竞争对手在哪些地方?
离型力的精细调控是pet离型膜生产的技术,主要通过三种方式实现:一是调整离型剂浓度,在一定范围内,固含量每增加1%,离型力可提升5-8g/in,通过精确配比可实现±2g/in的离型力控制;二是控制涂布厚度,采用精密微凹辊涂布,辊网目数从100线到400线可调,涂布厚度可在0.1-1μm之间精细调节,厚度每增加0.1μm,离型力约提升3-5g/in;三是优化固化参数,UV固化时间每延长1秒,交联度提升5%-8%,离型力相应增加2-3g/in。通过这三种方式的组合调控,可实现5-100g/in范围内任意离型力的定制生产。可通过哪些方法测试离型剂的牢靠度?浙江双面离型膜厂家电话
如何提高离型膜固化程度?江门透明离型膜厂家电话
分切与复卷是pet离型膜出厂前的一道关键工序,精度控制直接影响下游使用体验。分切环节需采用圆刀分切机,刀刃硬度需达到HRC58以上,分切速度控制在100-200m/min,确保切口无毛刺,边缘直线度误差≤0.1mm/m。复卷时需控制两个参数:一是张力,根据膜材厚度设定为5-20N,张力波动范围需≤±1N,避免出现膜卷起皱或松紧不均;二是卷径精度,成品膜卷的直径误差应≤±2mm,端面平齐度≤0.3mm。此外,复卷过程中需安装在线缺陷检测系统,可识别≥0.1mm的、杂质等缺陷,确保出厂产品合格率。江门透明离型膜厂家电话
- 东莞绿色离型膜批发商 2026-05-01
- 安徽离型膜工厂 2026-05-01
- 上海单面离型膜供应商 2026-05-01
- 广东硅油离型膜现货 2026-05-01
- 安徽绿色离型膜价格 2026-05-01
- 广东软包装离型膜加工 2026-04-29
- 广州透明离型膜生产工厂 2026-04-29
- 茂名模切离型膜厂 2026-04-28
- 江苏透明离型膜 2026-04-28
- 中山软包装离型膜用途 2026-04-28
- 江门耐高温离型膜生产厂家 2026-04-28
- 河源软包装离型膜价格 2026-04-27