- 品牌
- 南绝
- 型号
- SMC板
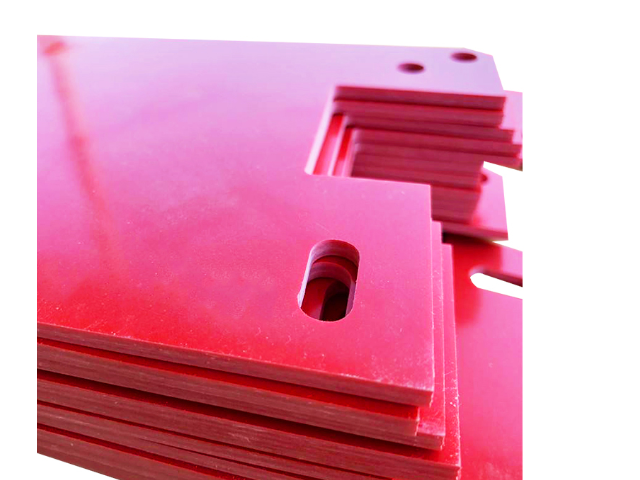
SMC片材是一种复合材料,由树脂、增强纤维和填料等组成。制作SMC片材的一般方法包括以下步骤:1.材料准备:准备所需的树脂、增强纤维和填料等材料。常用的树脂包括聚酯树脂、环氧树脂等,增强纤维常用的有玻璃纤维、碳纤维等。确保材料质量良好并按照配方比例准备。2.配料和混合:按照制定的配方将树脂、增强纤维和填料等按比例混合。这通常包括在搅拌设备中将树脂预先醇解或预固化,并将纤维和填料逐渐添加到树脂中,确保充分均匀混合。3.片材成型:将混合好的SMC材料放置在片材成型机或压制机的模具中。模具的设计和形状根据要制造的SMC片材的尺寸和形态来确定。通常采用压力和温度的组合,将SMC材料在模具中进行压制和热固化,使其成为固态。SMC板,就选上海南绝新材料科技有限公司,用户的信赖之选,有需要可以联系我司哦!泰州开关柜绝缘SMC板加工成型
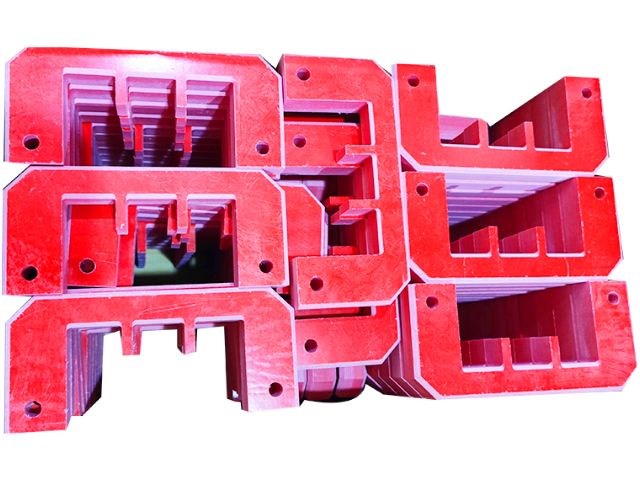
随着SMC材料的普及,一些新进SMC片材厂家也暴漏出很多问题,很多企业盲目上片材项目,搞低价竞争,导致片材质量参差不齐,客户应用起来性能差别太大,很多材料甚至基本的强度都不能保证,拉低了整个行业的声誉,造成极其恶劣的影响。例如前几年的铁路电缆槽项目,一些企业蜂拥而上,完全不考虑SMC材料本身的特性,也不分析电缆槽需要的性能,导致SMC电缆槽基本被淘汰,造成极坏影响。其实就电缆槽项目而言作为SMC材料生产企业而言,首先要分析的是电缆槽的性能需求,不仅有书面需求更要考虑潜在性能需求。简单来说电缆槽基本的运输、搬运过程需要考虑跌落、碰撞的损伤、吊装过程需要考虑整个产品的弯曲、产品使用过程需要考虑耐候,耐风化、电阻、阻燃等性能。这对所用片材是一个极高的要求。电缆槽的开发过程中几乎没有人关注这些,所有人都在关注SMC表面精度高,表面质量好,即使考虑到力学性能也只是看一个表面,没有深入去开发这个产品,导致了电缆槽项目的失败。破坏了SMC的口碑。泰州开关柜绝缘SMC板加工成型上海南绝新材料科技有限公司致力于提供专业的SMC板,有想法的可以来电咨询!
SMC片材是SheetMoldingCompound的缩写,其材质为玻璃纤维增强型不饱和聚酯树脂材料。具有三维网状结构,多功能填料,特种纤维增强的特点。具备良好的电气绝缘性能和优异的耐介质性;高阻燃性;良好的隔热防护性能;良好的机械强度;耐候性强。SMC片材的基本类型有:1、SMC-R:为无规纤维片状模塑料。玻璃纤维长度一般在5cm以下,在树脂中的分布是无规的。R后的数字表示玻璃纤维含量,例如SMC-R50表示玻璃纤维含量为50%。2、SMC-C:为连续玻璃纤维片状模塑料。塑料中增强材料是;连续长玻璃纤维,并按一定方向排布。该塑料纤维方向上的模塑流动性较小,而机械强度高。3、SMC-D:为定向玻璃纤维片状模塑料。塑料中增强材料是长度为10cm以上的非延续玻璃纤维顺着排布的。由于纤维不是连续的,顺着纤维排布方向的模塑流动性得到改善。随着科技的发展,SMC片材的种类也是有很多的,说不定随着以后科技的发展会有更多的种类的出现。
随着汽车对轻量化及环保的要求,国外汽车工业越来越倾向于使用GMT材料以满足结构部件的需要,这主要是因为GMT材料具有韧性好、成型周期短、生产效率高、加工成本低、不污染环境等一系列优点,被视为21世纪材料之一,主要用于生产乘用车多功能支架、仪表板托架、座椅骨架、发动机护板、蓄电池托架等。片状模塑料(SMC)是重要的玻纤增强热固性塑料,由于它的各项性能优异、可大规模生产和可达到A级表面等优势,已大量应用于汽车上。上海南绝新材料科技有限公司为您提供专业的SMC板。

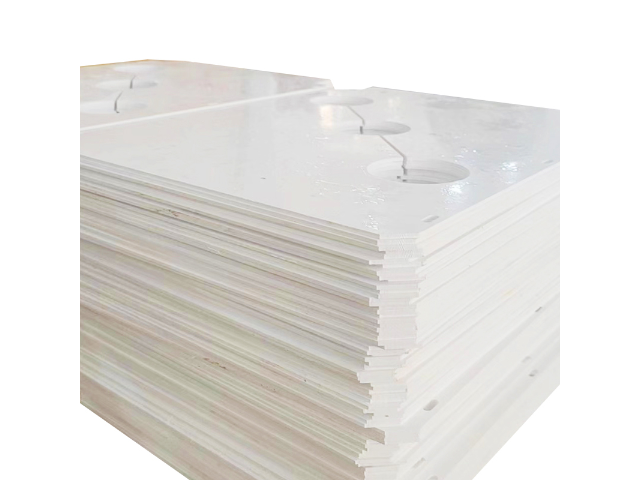
不管是片状模塑料还是团状模塑料,其原材料主要包括以下内容:不饱和聚酯树脂、低收缩添加剂、填料、增强材料、固化剂、脱模剂、增稠剂、着色剂以及其他各种可能用到的微量助剂。虽然SMC与BMC的原材料大致相同,但二者在玻璃纤维使用上存在差异。SMC中玻璃纤维增强材料一般占比蕞高可达30%,纤维长度通常为25~50mm。而BMC中玻璃纤维增强材料一般占比为10%~30%,纤维长度通常为6~24mm。二者相较而言,SMC中所用玻纤长度比BMC中所用玻纤长度更长因此二者在性能上有些差异。一般而言,SMC的强度高于BMC。SMC板,就选上海南绝新材料科技有限公司,用户的信赖之选,有想法的不要错过哦!山东白色SMC板
上海南绝新材料科技有限公司致力于提供专业的SMC板,有需求可以来电咨询!泰州开关柜绝缘SMC板加工成型
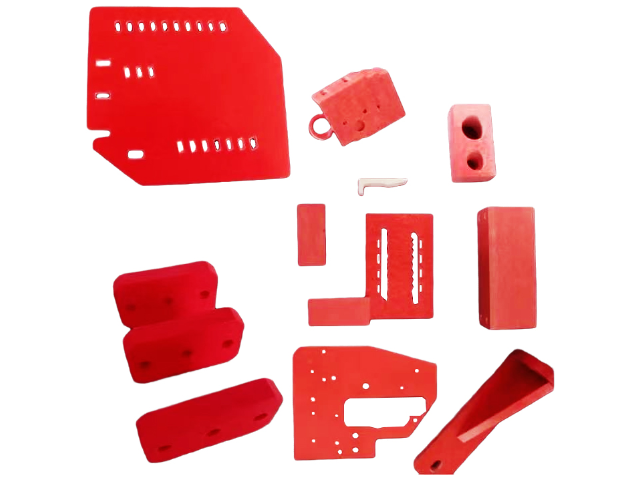
SMC片材模压成型工艺在操作时,都需要注意哪些问题呢?1.阻止前需要了解材料的质量,如树脂糊配方、树脂糊增稠曲线、玻璃纤维含量、玻璃纤维润湿剂类型等。单重、薄膜剥离、硬度和质量均匀性等。2.板材的进料位置决定了板材切割的形状和大小。切割的形状多为方形或圆形,尺寸多为产品表面投影面积的40%-80%。为了防止外部杂质的污染,放置时应去除上下薄膜。3.直接影响产品的外观、强度和方向性。通常,材料的加料位置应在模腔中部。对于非对称复杂产品,进料位置需要保护成型时材料流量同时到达模具成型内腔各端。加料方式需要有利于排气。多层片材重叠时,尽量将物块按上小下大宝塔形堆叠。另外,材料块尽量不要单独添加,否则会产生空气包裹和熔接区域,导致产品强度下降。泰州开关柜绝缘SMC板加工成型
- 安徽耐高温SMC板厂家 2024-10-26
- 马鞍山高压绝缘SMC板加工成型 2024-10-26
- 滁州配电箱绝缘SMC板 2024-10-26
- 铜陵耐高温SMC板加工成型 2024-10-26
- 湖州PT柜绝缘SMC板厂家 2024-10-26
- 马鞍山配电箱绝缘SMC板厂家 2024-10-21
- 镇江绝缘SMC板加工成型 2024-10-21
- 浙江红色SMC板 2024-10-21
- 芜湖配电箱绝缘SMC板 2024-10-21
- 安庆SMC板加工成型 2024-10-21
- 池州红色SMC板 2024-10-21
- 池州复合材料SMC板加工成型 2024-10-21