失去了发动机的掩盖效应之后,各种生产缺陷被放大,比如齿轮齿面波纹度和轴承异响,更容易被人耳识别到。电动机转矩波动会通过动力总成固定装置传递到车身或者通过输出轴传递到驱动轮。这些力矩波动可以通过扭转加速度测量甚至表现为线性振动。找出隐藏的质量缺陷尽管整车测试中没有主观异响或者噪音,但也可能存在限制产品使用寿命的耐久性质量缺陷。生产统计分析通过存储100%生产测试的所有结果生成的结果数据库,可以进行生产数据统计学分析:前N项主要质量缺陷分析,提供一个简洁的产线概览。异音、异响、NVH EOL下生产下线检测系统可以为机器学习和大数据分析接入提供了端口和更加质量的训练数据。上海功能异响检测检测技术

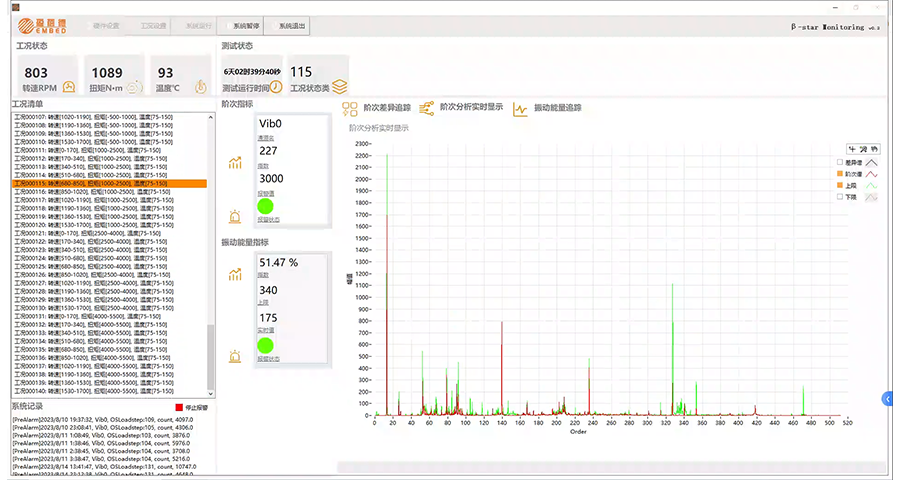
随着智能制造和物联网技术的发展,异音下线检测将越来越趋向于智能化、自动化和集成化。未来的检测系统可能会结合更多的传感器技术和机器学习算法,实现更加精细、高效的异音检测。同时,随着预测性维护技术的发展,异音检测也将与设备的健康管理相结合,为企业的生产运营提供更加***的保障。综上所述,异音下线检测是确保产品质量和性能的重要环节。通过采用先进的自动化检测技术和智能分析手段,可以显著提高检测效率和准确性,降低生产成本和风险。产品质量异响检测介绍异音、异响、NVH EOL下线检测系统实现了超越设备限制,在任意终端上分析和展示实时生产情况。

依赖数据分析:检测结果的准确性依赖于对采集到的声音信号进行的数据分析,如果数据分析算法不够准确或存在漏洞,可能会导致检测结果的误判或漏判。异响异音检测是确保产品质量和用户体验的重要手段之一。通过选择合适的检测方法和设备,并加强操作人员的培训和管理,可以充分发挥异响异音检测的优势,提高产品质量和可靠性。异响异音检测在声学性能测试中扮演着重要角色,但其结果可能受到多种因素的影响,从而产生误差。以下是一些常见的异响异音检测误差来源:
传感器部署:在生产线的关键工位和测试站点部署高灵敏度的传感器,如麦克风用于捕捉声音信号,振动传感器和加速度计用于捕捉振动信号。确保传感器的布置能够***、多层次地捕捉产品在工作过程中的微小声音和振动信号。数据采集:通过数据采集设备实时收集传感器捕捉到的声音和振动信号。需要注意的是,采集到的数据可能包含产品的正常工作声音以及生产线的环境噪声,因此需要进行预处理以抑制环境噪声的干扰。信号处理与特征提取:采用数字信号处理技术对采集到的声音和振动信号进行预处理,如滤波、降噪等。通过特征提取方法(如时域分析、频域分析、时频域分析等)从预处理后的信号中提取出能够反映产品状态的特征向量。异音异响识别通过对样本数据进行特征提取分析,建立若干声学算法模型,设定特征阈值,精细识别异音异响。

功能测试:对电机的启动、运转、转速、负载等性能进行测试,确保电机能够按照设计要求正常工作。通过模拟实际工作场景,检验电机的稳定性和可靠性。异响检测:使用专业的检测设备和工具,对电机运行时的声音进行采集和分析,判断是否存在异响问题。异响可能由轴承故障、绕组故障、叶片故障以及轴心偏斜等多种原因引起,需及时排查并处理。电气性能检测:检测电机的电流、电压、电阻等电气参数,确保电机在电气性能上符合标准。通过电气性能测试,可以及时发现电机内部的潜在故障,如绕组短路、断路等。异音异响检测应用场景:方向盘助力转向泵;空调压缩机;座椅电机;车窗电机等。上海功能异响检测检测技术
根据国家和地区的相关标准和法规要求,确定电驱声音异响测试的标准和要求。包括声音的频率、分贝、声压级。上海功能异响检测检测技术
全面性:可以对产品或设备的多个部位和环节进行***检测,确保整个系统的声学性能良好。智能化:现代异响异音检测设备通常具备自动化和智能化功能,能够自动完成声音信号的采集、处理和分析过程,减少人工干预的需要。设备成本高:高精度的异响异音检测设备价格昂贵,需要企业投入较大的资金进行购买和维护。技术要求高:设备的操作和维护需要一定的技术知识和经验,对操作人员的要求较高。受环境限制:在某些极端环境条件下(如高温、高湿度、强电磁干扰等),设备的检测性能可能会受到一定影响。上海功能异响检测检测技术