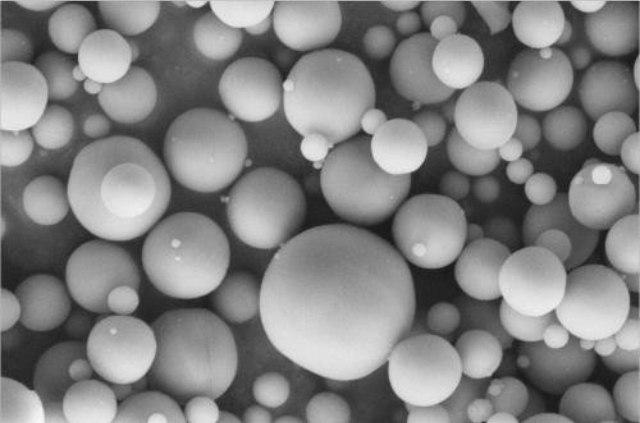
球形铝合金粉体用于SLM 3D打印,其流动性提升使铺粉均匀性达98%,打印件抗拉强度达400MPa,延伸率12%。例如,制备的汽车发动机活塞毛坯重量减轻30%,散热性能提升25%。 海洋工程应用球形镍基合金粉体用于海水腐蚀防护涂层,其耐蚀性提升2个数量级。例如,在深海管道上应用该涂层,可使服役寿命延长至50年,维护成本降低60%。石油化工应用球形钨铬钴合金粉体用于高温阀门密封面,其耐磨性提升3倍。例如,在加氢反应器阀门上应用该材料,可使密封面使用寿命延长至8年,泄漏率降低至1×10⁻⁹Pa·m³/s。通过优化工艺参数,设备可实现不同粒径的粉末球化。广州技术等离子体粉末球化设备系统
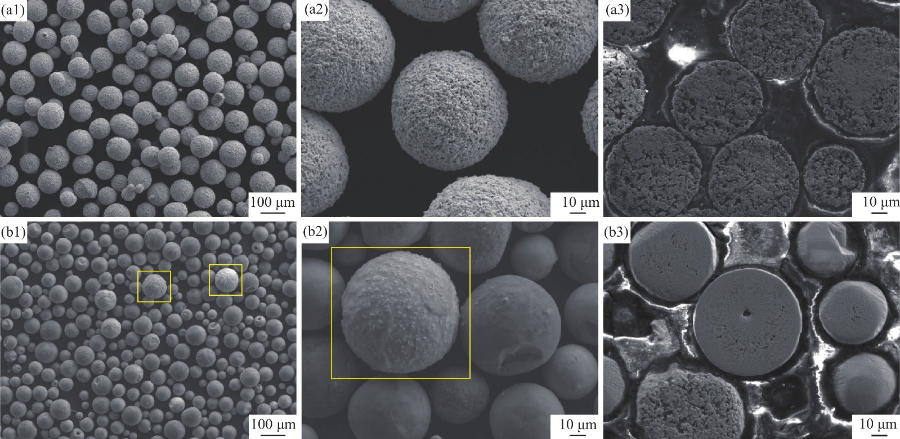
针对SiO₂、Al₂O₃等陶瓷粉末,设备采用分级球化工艺:初级球化(100kW)去除杂质,二级球化(200kW)提升球形度。通过优化氢气含量(5-15%),可显著提高陶瓷粉末的反应活性。例如,制备氧化铝微球时,球化率达99%,粒径分布D50=5±1μm。纳米粉末处理技术针对100nm以下纳米颗粒,设备采用脉冲式送粉与骤冷技术。通过控制等离子体脉冲频率(1-10kHz),避免纳米颗粒气化。例如,在制备氧化锌纳米粉时,采用液氮冷却壁可使颗粒保持50-80nm粒径,球形度达94%。多材料复合球化工艺设备支持金属-陶瓷复合粉末制备,如ZrB₂-SiC复合粉体。通过双等离子体炬协同作用,实现不同材料梯度球化。研究表明,该工艺可消除复合粉体中的裂纹、孔隙等缺陷,使材料断裂韧性提升40%。无锡高能密度等离子体粉末球化设备技术通过精细化管理,设备的生产效率不断提升。
等离子体化学反应在等离子体球化过程中,可能会发生一些化学反应,如氧化、还原、分解等。这些化学反应会影响粉末的成分和性能。例如,在制备球形钛粉的过程中,如果等离子体气氛中含有氧气,钛粉可能会被氧化,形成氧化钛。为了控制等离子体化学反应,需要精确控制等离子体气氛和温度。可以通过添加反应气体或采用真空环境来抑制不必要的化学反应,保证粉末的纯度和性能。粉末的团聚与分散在球化过程中,粉末颗粒可能会出现团聚现象,影响粉末的流动性和分散性。团聚主要是由于粉末颗粒之间的范德华力、静电引力等作用力导致的。为了防止粉末团聚,可以采用表面改性技术,在粉末颗粒表面引入一层分散剂,降低颗粒之间的相互作用力。同时,还可以优化球化工艺参数,如冷却速度、送粉速率等,减少粉末团聚的可能性。
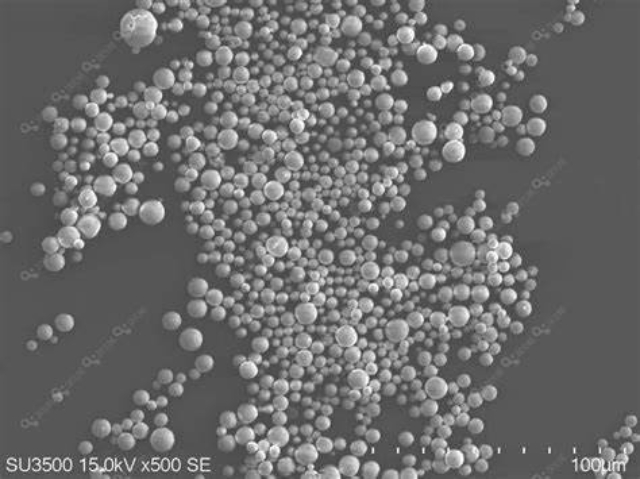
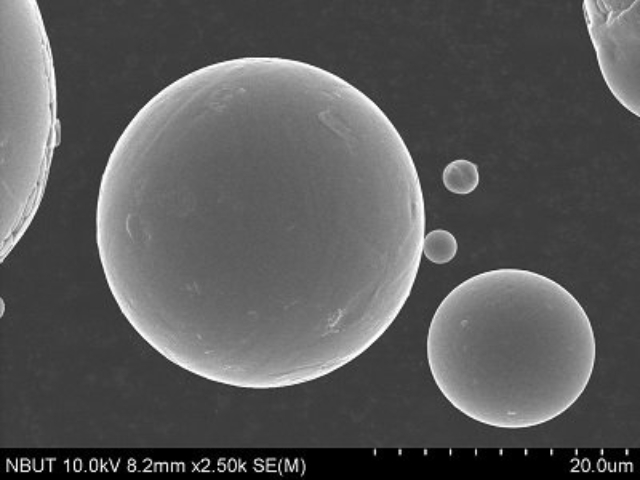
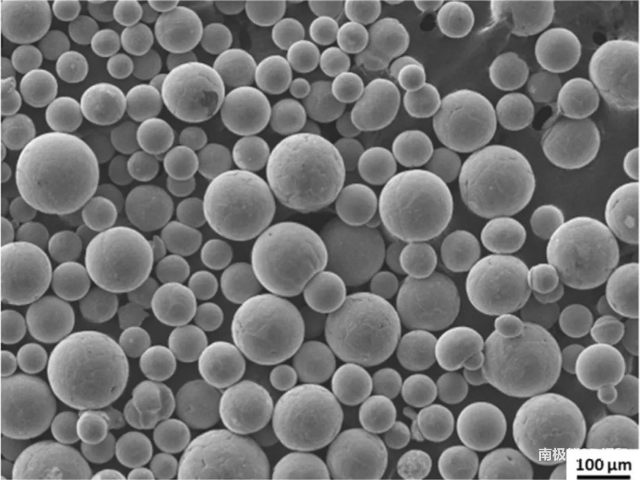
设备可处理金属(如钨、钼)、陶瓷(如氧化铝、氮化硅)及复合材料粉末。球化后粉末呈近球形,表面粗糙度降低至Ra0.1μm以***动性提升30%-50%。例如,钨粉球化后松装密度从2.5g/cm³提高至4.8g/cm³,***改善3D打印零件的致密度和机械性能。温度控制与能量效率等离子体炬采用非转移弧模式,能量转换效率达85%以上。通过实时监测弧压、电流及气体流量,实现温度±50℃的精确调控。例如,在处理氧化铝粉末时,维持12000℃的等离子体温度,确保颗粒完全熔融而不烧结,球化率≥98%。通过球化,粉末的比表面积减小,有利于后续加工。
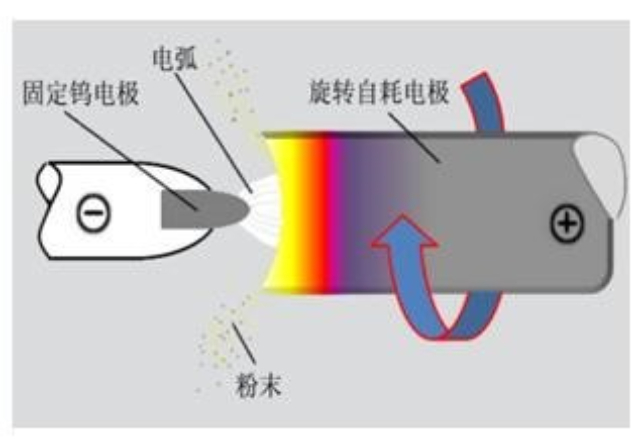
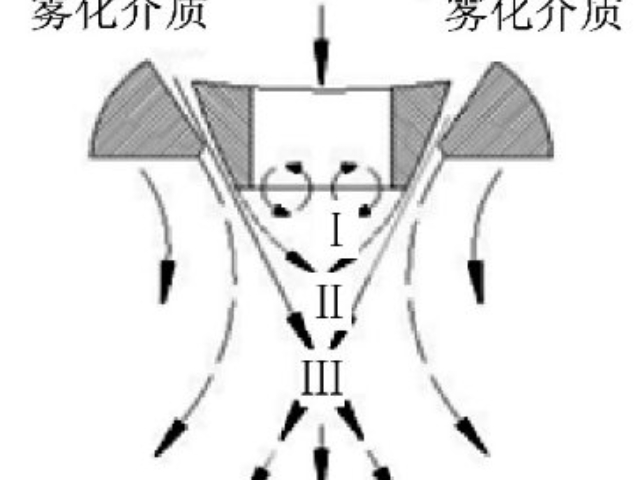
等离子体高温特性基础等离子体粉末球化设备的**是利用等离子体的高温特性。等离子体是物质的第四态,温度可达10⁴K以上,具有极高的能量密度。当形状不规则的粉末颗粒被送入等离子体中时,瞬间吸收大量热量并达到熔点。例如,在感应等离子体球化法中,原料粉体通过载气送入感应等离子体炬,在辐射、对流、传导等机制作用下迅速吸热熔融。这一过程依赖等离子体炬的高温环境,其温度由输入功率和工作气体种类共同决定。熔融与表面张力作用粉末颗粒熔融后,在表面张力的驱动下形成球形液滴。表面张力是液体表面层由于分子引力不均衡而产生的沿表面作用于任一界线上的张力,它促使液体表面收缩至**小面积,从而形成球形。在等离子体球化过程中,熔融的粉体颗粒在表面张力作用下缩聚成球形液滴。例如,射频等离子体球化技术中,粉末颗粒在穿越等离子体时迅速吸热熔融,在表面张力作用下缩聚成球形,随后进入冷却室骤冷凝固。等离子体粉末球化设备的设计考虑了节能环保因素。技术等离子体粉末球化设备
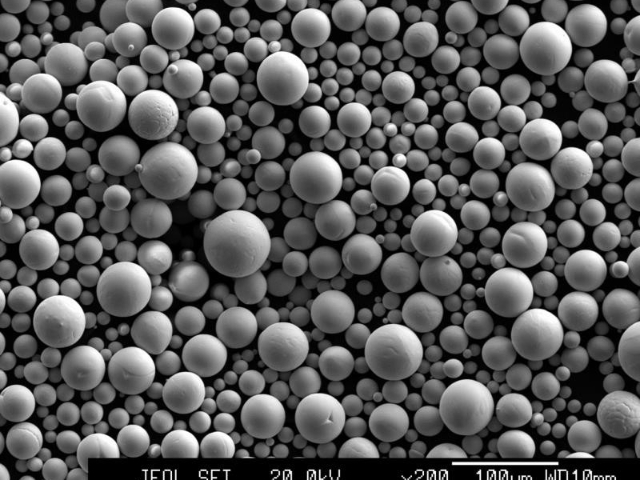
等离子体技术能够有效改善粉末的流动性和堆积性。广州技术等离子体粉末球化设备系统
原料粉体特性原料粉体的特性,如成分、粒度分布等,对球化效果也有重要影响。粒径尺寸及其分布均匀的原料球化效果更好。例如,在制备球形钨粉的过程中,钨粉的球化率和球形度与送粉速率、载气量、原始粒度、粒度分布等工艺参数密切相关。粒度分布均匀的原料在等离子体炬内更容易均匀受热熔化,从而形成球形度高的粉末颗粒。等离子体功率调控等离子体功率决定了等离子体炬的温度和能量密度。提高等离子体功率可以增**末颗粒的吸热量,促进粉末的熔化和球化。但过高的功率会导致等离子体炬温度过高,使粉末颗粒过度蒸发或发生化学反应,影响粉末的质量。因此,需要根据原料粉体的特性和球化要求,合理调控等离子体功率。广州技术等离子体粉末球化设备系统