- 品牌
- 亚普
- 型号
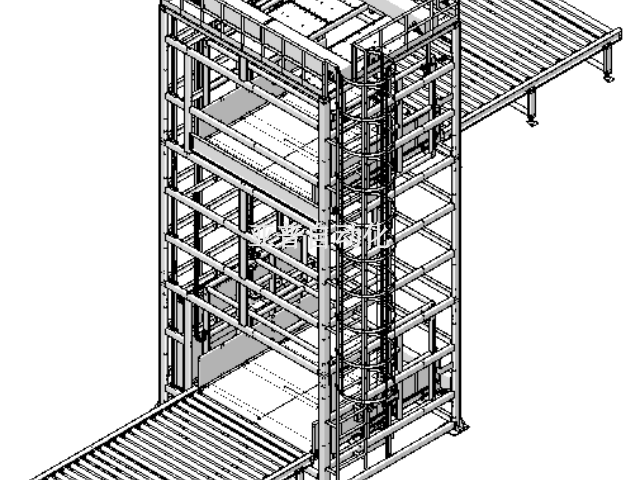
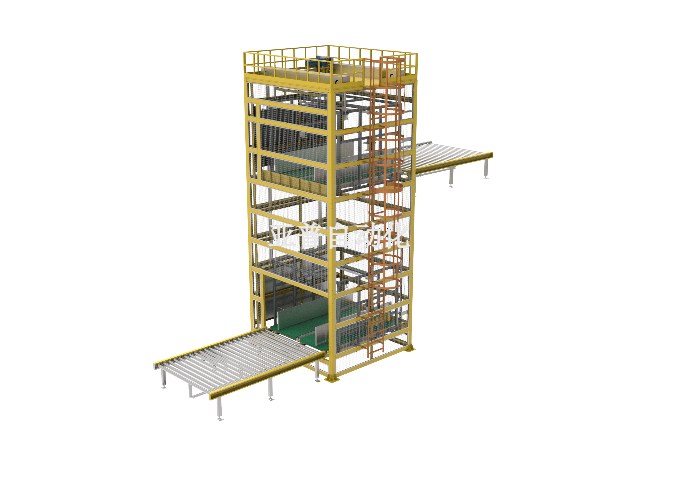
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
其模块化设计使得提升机的安装和维护更加便捷。提升机的各个部件可以根据实际需求进行组合和拆卸,在安装过程中能够快速组装完成,**缩短了设备的安装周期。在维护方面,模块化的设计便于维修人员对单个部件进行检查和更换,降低了维护的难度和成本。当提升机的某个部件出现故障时,只需更换相应的模块,而无需对整个设备进行大规模的拆卸和维修,提高了设备的可维护性和使用效率。
提升机能够有效减少物料在运输过程中的损耗。在一些易碎或易变形的物料运输中,如玻璃制品、陶瓷制品等,传统的搬运方式容易导致物料的破损。而提升机通过平稳的运行和精确的控制,能够很大程度地减少物料的震动和碰撞,降低物料的损耗率。在玻璃加工企业,采用提升机运输玻璃原片,破损率明显降低,这不仅减少了企业的原材料成本损失,还提高了产品的产量和质量,增强了企业的经济效益。 提升机准确定位,玻璃板块安装误差小于2毫米。四川大米提升机

在现代工业生产中,提升机作为关键的垂直运输设备,其快速运输能力对生产效率的提升具有决定性作用。特别是在快递物流、电商仓储等时效性要求高的领域,提升机的速度优势表现得尤为突出。以典型快递分拣中心为例,日均处理包裹量可达10万件以上。传统人工搬运方式每小时*能处理200-300件,而配置提升机的自动化分拣系统处理能力可达每小时5000-8000件,效率提升近30倍。提升机通过变频调速技术,可根据包裹流量实时调整运行速度,比较高可达2米/秒的输送速度。这种智能调速能力既保证了高峰期处理效率,又能在低峰期实现节能运行。提升机的速度优势主要体现在三个方面:首先,垂直运输环节可将包裹从接收区快速提升至分拣平台,单次提升时间控制在10秒以内;其次,通过光电传感器和条码识别技术,实现包裹的精细定位和快速分拣,误差率低于0.1%;***,与传送带系统无缝衔接,形成完整的自动化物流网络,使整体分拣效率提升40%以上。在实际应用中,某大型电商仓储中心引入提升机系统后,订单处理时间从原来的4小时缩短至1.5小时,日处理能力提升60%,人力成本降低35%。这些数据充分证明了提升机在提高企业市场竞争力方面的重要价值。
浙江往复式提升机轮胎厂成型机提升机自动对接,换模时间从2小时缩至30分钟。
提升机在自动化生产中具有良好的扩展性。随着企业的发展和生产规模的扩大,当需要增加物料运输能力时,可以通过增加提升机的数量、提升机的输送能力或对现有提升机进行升级改造等方式来满足新的需求。在一些企业的扩建过程中,通过增加提升机的台数和优化布局,使整个生产系统的物料运输能力得到了***提升,保证了企业生产规模扩大后的正常运行,避免了因物料运输能力不足而限制企业发展的问题。其操作简单方便,降低了员工的培训成本和难度。现代提升机采用了人性化的操作界面和控制系统,员工经过简单的培训就能够熟练掌握设备的操作方法。即使是新入职的员工,也能在短时间内学会如何操作提升机。这种简单易懂的操作方式,减少了企业在员工培训方面的投入,同时也提高了员工的工作效率,避免了因操作复杂导致的误操作和生产事故。
提升机与输送线智能联动技术方案
1. 系统架构
1.1 硬件组成
-
伺服驱动提升机(载重500kg,升降速度0.8m/s)
-
滚筒输送线(速度0.5m/s,宽度600mm)
-
工业级条码扫描系统(识别率99.95%)
-
光电传感器阵列(定位精度±2mm)
1.2 控制系统
-
PLC主控单元:三菱FX5U系列
-
运动控制模块:支持EtherCAT通讯
-
人机界面:10.1寸触摸屏
2. 关键技术
2.1 智能联动控制
-
基于PID的位置同步算法
-
速度匹配补偿机制
-
异常状态自诊断功能
2.2 性能优化
-
动态缓冲设计(缓存容量20箱)
-
任务优先级调度
-
能耗管理系统
3. 运行指标
3.1 处理能力
-
峰值处理量:220箱/小时
-
平均处理量:200箱/小时
-
连续工作时间:≥16小时
3.2 可靠性指标
-
系统准确率:99.9%
-
MTBF:5000小时
-
故障恢复时间:≤15分钟
4. 应用场景
-
电商分拣中心
-
医药仓储物流
-
食品加工厂 制糖厂结晶罐提升机防粘设计,清洗时间缩短70%,产能提高。
厦门跨境电商产业园创新性地采用层叠式提升机系统,通过集成-18℃冷冻、2-8℃冷藏及恒温三个**温控通道,实现了跨境生鲜产品的全流程温控管理。该系统的智能调度算法可自动识别货物属性并匹配比较好温层,完成跨温区无缝中转,使清关时效较传统模式缩短83%。2024年运营数据显示,该园区跨境生鲜订单处理量同比增长210%,创下行业新纪录。这套系统还具备实时温控监测功能,确保三文鱼、冰淇淋等对温度敏感的商品在运输过程中始终处于比较好保存状态。通过优化垂直空间利用,该方案将仓储效率提升65%,同时降低能耗30%,为跨境电商冷链物流树立了新**。这一创新模式不仅提升了消费者的购物体验,也为我国跨境电商高质量发展提供了可复制的技术解决方案。老式打包机智能改造,加装提升机投资回报期9个月。湖南爬山虎提升机
提升机节省人力资源成本(如降低35%-60%人力成本)。四川大米提升机
RFID智能仓储系统技术方案
1. 项目背景
随着物流行业数字化转型加速,传统仓储管理方式已无法满足高效精细的作业需求。本方案通过RFID技术与提升机系统的深度集成,构建智能化仓储管理平台。
2. 系统设计
2.1 硬件配置
-
RFID识别系统:
-
超高频读写器(IMPINJ R420,读取距离8米)
-
抗金属标签(Alien Higgs-3,耐高温120℃)
-
四通道极化天线阵列
-
-
提升机系统:
-
伺服电机驱动(精度±0.5mm)
-
激光定位传感器
-
安全光幕防护
-
2.2 软件架构
-
中间件平台:采用Java开发,支持10万级标签数据处理
-
数据库系统:MySQL集群部署
-
可视化看板:实时显示库存状态
3. 技术实现
3.1 工作流程
-
入库环节:自动识别货物信息(500ms/件)
-
库存管理:动态更新库存数据
-
出库校验:双重验证机制
3.2 关键技术
-
多标签防碰撞算法
-
数据加密传输
-
异常自动报警
4. 实施计划
阶段时间交付物部署2周硬件安装完成调试1周系统联调报告培训3天操作手册
5. 预期效益
-
作业效率提升60%
-
人工成本降低45%
-
库存准确率99.95% 四川大米提升机



