- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
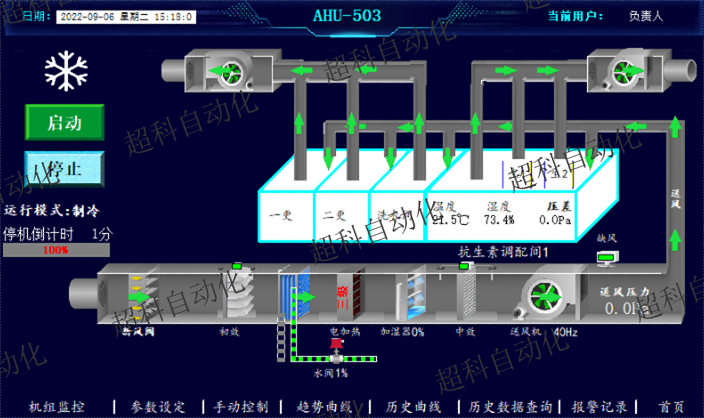
药厂空调恒温恒湿控制的要点1
设计与规划
负荷计算:精确计算厂房的热湿负荷是基础。需考虑厂房的围护结构、人员数量、设备散热散湿、照明散热等因素。例如,大型制药设备在运行时会散发大量热量,在计算热负荷时必须准确计入,以此确定合适的空调系统容量。
区域划分:根据不同生产工序对温湿度的要求进行区域划分。如无菌制剂生产区对温湿度要求严格,一般温度控制在 20-24℃,相对湿度控制在 45%-60%;而原料仓库的温湿度要求可能相对宽松,温度一般在 15-25℃,湿度在 35%-75%。不同区域应设置自已的温湿度控制系统,以便精确调节。
气流组织设计:合理的气流组织有助于保持室内温湿度均匀。采用上送下回或侧送侧回等气流组织形式,避免出现气流死角和温湿度梯度。在洁净生产区,应保证气流的单向流动,减少灰尘和微生物的积聚。 超科自动化,恒温恒湿控制方案量身定制。广州智慧恒温恒湿控制工程师

多区域协同控制技术针对大型商业综合体多区域负荷差异问题,广州超科开发了基于OPCUA的分布式控制系统。系统将建筑划分为多个控制单元(每个单元不超过2000m³),各单元控制器通过光纤环网互联。采用"主从式"协调策略:主控制器计算全局负荷需求,从控制器根据局部参数微调。在广州国际金融中心的应用表明,相比传统控制方式,该技术可减少区域间温度梯度(比较大温差从4.2℃降至1.5℃),同时降低水泵变频频率28%,年节电约76万度。中山工厂恒温恒湿控制工程暖通空调自动化,超科恒温恒湿控制是关键。

印刷车间的纸张伸缩问题长期困扰着行业,而这与环境温湿度密切相关。超科科技的恒温恒湿解决方案针对这一痛点,采用分区控制策略 —— 印前储纸区维持温度 23℃、湿度 50%,防止纸张吸潮变形;印刷作业区则控制在 25℃、55% 湿度,保障油墨干燥速度稳定。系统配备的智能通风模块,可根据印刷机台的散热情况自动调节风量,在消除局部热点的同时避免纸张被气流扰动。某大型书刊印刷厂应用后,套印精度从 0.15mm 提升至 0.08mm,废品率下降 60%,极大提升了生产效率。
烟叶薄片的成型车间,温湿度控制是保证薄片强度和燃烧性能的关键。超科自动化的恒温恒湿系统在此场景中,通过滚筒干燥机与环境空调的协同工作,将成型区温度稳定在 60±2℃,湿度控制在 55±4% RH,为烟叶薄片的成型和干燥提供适宜环境。系统内置的薄片厚度传感器,能实时监测薄片厚度变化,并反馈给控制系统调整干燥温度和湿度,确保产品质量稳定。某企业应用后,薄片的抗张强度提升 15%,燃烧速度偏差控制在 5% 以内,原料利用率提高 8%。超科科技,让暖通空调恒温恒湿控制更稳定。

印刷车间的产品质量依赖稳定的温湿度环境,超科自动化的中央空调恒温恒湿控制系统解决了多项生产难题。系统将温度控制在 23±1℃,湿度维持在 55±3% RH,有效减少纸张因温湿度变化产生的伸缩变形,使套印精度提升至 0.02mm 以内,印刷废品率下降 40%。对于油墨干燥环节,系统可局部调节温湿度,加速干燥过程的同时避免纸张脆化,生产效率提高 25%。某包装印刷厂引入这套系统后,高档礼盒的印刷质量达到出口标准,成功打入海外市场,订单量同比增长 50%。系统的节能设计还使车间空调能耗降低 20%,每年节约电费超 15 万元。中央空调恒温恒湿控制,超科系统集成高效。广州智慧恒温恒湿控制工程师
中央空调恒温恒湿控制,超科售后响应迅速。广州智慧恒温恒湿控制工程师
传统恒温恒湿系统能耗可占建筑总用电的40%以上,超科自动化通过多维度策略实现节能:1)采用磁悬浮离心压缩机,部分负荷效率提升30%;2)基于 occupancy sensor 实现分时分区控制,无人区域自动放宽控制范围;3)利用建筑能源管理系统(BEMS)协调冷水机组、冷却塔等设备运行在比较好能效点。上海某商业综合体案例中,系统通过冷凝器制冷(free cooling)技术,在冬季直接利用室外冷源降温,年节省制冷用电120万度。系统还参与电网需求响应,在电价峰值时段自动调节设定值,获取额外收益。广州智慧恒温恒湿控制工程师

食品加工行业中,恒温恒湿控制是护航食品品质与安全的“温湿精细管家”,贯穿食品加工与研发的全链条。温湿度作为食品加工的 调控参数,直接影响食品的口感风味、营养保留、保质期及卫生安全,在烘焙发酵、肉制品腌制、调味品酿造、果蔬保鲜等关键环节,均需通过精细的恒温恒湿控制保障工艺稳定。例如面包发酵需维持38℃、85%RH的环境,肉制品腌制需控制在4℃、70%RH,恒温恒湿控制设备通过精密的温湿协同调控技术,实现温度5~60℃、相对湿度30%~95%RH的全范围精细调控,避免了传统调控设备参数波动大、协同性差的问题。同时,其配备的数据记录功能可实现加工全过程参数追溯,符合食品行业GB 14881《食品生产...
- 长沙酒店恒温恒湿控制系统公司 2026-05-21
- 长沙医院恒温恒湿控制工程师 2026-05-21
- 肇庆工厂恒温恒湿控制系统费用 2026-05-20
- 中山空调恒温恒湿控制厂家 2026-05-20
- 重庆智能恒温恒湿控制柜 2026-05-20
- 珠海无尘车间恒温恒湿控制费用 2026-05-20
- 长沙实验室恒温恒湿控制方案 2026-05-20
- 中山酒店恒温恒湿控制系统 2026-05-19
- 广州实验室恒温恒湿控制箱 2026-05-19
- 中山医院恒温恒湿控制方法 2026-05-19


- 肇庆医院恒温恒湿控制系统厂家 2026-05-19
- 珠海实验室恒温恒湿控制系统费用 2026-05-19
- 成都无尘车间恒温恒湿控制咨询 2026-05-19
- 长沙医院恒温恒湿控制器 2026-05-19
- 重庆智能恒温恒湿控制厂家 2026-05-18
- 重庆智慧恒温恒湿控制方法 2026-05-18



- 中山大厦高效机房系统哪家好 05-22
- 重庆商场高效机房技术 05-22
- 长沙医院高效机房解决方案 05-21
- 江门中央空调节能控制哪家好 05-21
- 长沙体育馆空调集中控制系统 05-21
- 广州办公楼高效机房公司 05-21
- 肇庆智慧空调节能控制方法 05-21
- 江门学校空调集中控制系统费用 05-21
- 成都酒店中央空调节能控制费用 05-21
- 重庆公共场所中央空调节能控制技术 05-21