- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
冷库物流中心的装卸区需要准确的温湿度过渡控制,超科自动化的系统在此场景发挥重要作用。系统将装卸区温度控制在 10±2℃,湿度维持在 70-80% RH,形成一个温湿度缓冲带,减少冷库与外界的热量交换,同时防止货物在装卸过程中因温度骤变产生冷凝水。系统采用快速响应控制,当货车开门卸货时,立即启动局部降温除湿,确保区域温湿度稳定。某冷链物流中心应用这套系统后,冷库冷量损耗减少 25%,货物因装卸环境导致的变质率下降 50%,配送的生鲜产品新鲜度提升,客户满意度提高 35%。恒温恒湿控制系统在精密机械加工领域,防止材料因环境变化而变形。珠海厂房恒温恒湿控制箱

种子储存仓库的恒温恒湿控制,直接关系到种子的发芽率和储存年限。超科自动化的系统针对不同作物种子特性,提供定制化参数设置:水稻种子仓库保持温度 15℃、湿度 50%,小麦种子仓库则控制在 12℃、45% 湿度。系统采用低温送风与除湿联动技术,在夏季高温高湿环境下,仍能稳定维持仓库内的低温低湿状态,且风速控制在 0.3m/s 以下,避免种子被吹移。某农业科学研究院使用该系统后,种子储存三年后的发芽率仍保持在 90% 以上,远高于传统储存方式的 65%。珠海空调恒温恒湿控制箱中央空调恒温恒湿控制,超科系统集成高效。

在陶瓷生产的釉烧车间,温湿度的稳定对釉面质量有着直接影响。超科科技的恒温恒湿解决方案针对这一行业特性,采用燃气加热与自然通风的组合控制方式,将釉烧窑周边环境温度稳定在 28±2℃,湿度控制在 50±5% RH,防止了釉料在施釉后因环境温湿度变化出现流淌或开裂。系统内置的红外热像仪,可实时监测窑炉外壁温度分布,及时调整通风量,避免局部高温对车间环境的影响。某陶瓷企业应用后,釉面合格率从 78% 提升至 93%,一级品率提高 25%,能耗降低 15%。
恒温恒湿系统的故障诊断我们开发的ExpertDiagnosePro系统集成132种故障模式库,可通过振动分析(采样频率10kHz)、电流波形检测(0.5级精度)等手段预判设备异常。典型案例:当检测到压缩机三相电流不平衡度>15%持续30秒,系统自动标记电机轴承磨损可能;发现冷冻水流量与温差乘积持续低于设定值80%时,提示过滤器堵塞。在广州白云机场T2航站楼项目中,该系统将故障平均响应时间从4.2小时缩短至0.8小时,设备可用率达到99.97%。恒温恒湿控制系统内置高精度传感器,实时监测环境变化。
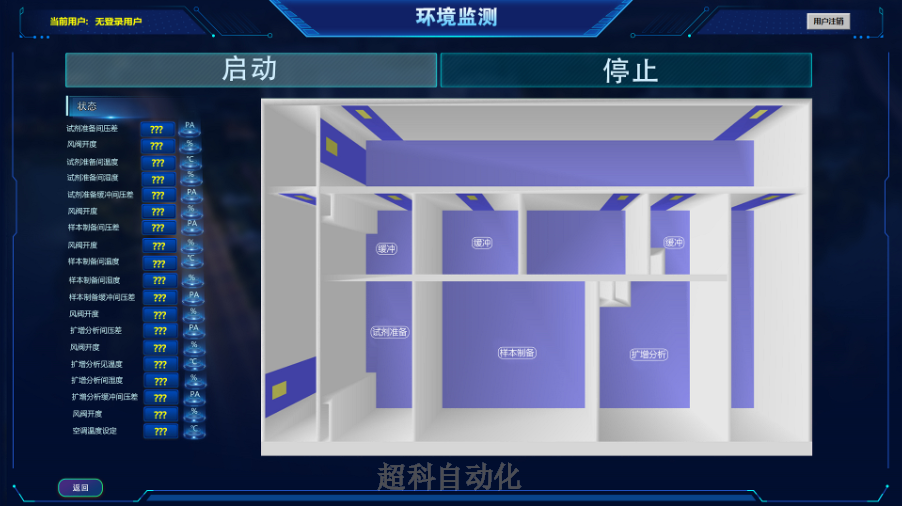
在精密制造行业(如半导体、光学元件生产),恒温恒湿环境直接关系到产品质量与良率。以半导体晶圆加工为例,车间温度波动可能导致光刻胶形变,而湿度过高则会引发金属部件氧化。超科自动化为此类场景定制了分级控制方案:首先通过中央空调机组进行大范围温湿度调节,再通过局部FFU(风机过滤单元)和精密空调实现区域微调。系统采用冗余设计,配备备用制冷机组和加湿器,确保突发故障时参数不超标。同时,通过数字孪生技术模拟车间环境变化,预知控制需求,减少实际调节滞后性。某客户案例显示,部署该系统后,车间温湿度达标率从90%提升至99.8%,产品不良率下降40%,充分体现了自动化控制在提升工业品质中的价值。超科自动化,深耕中央空调恒温恒湿控制研发。东莞洁净厂房恒温恒湿控制咨询
聚焦恒温恒湿,超科自动化系统集成显实力。珠海厂房恒温恒湿控制箱
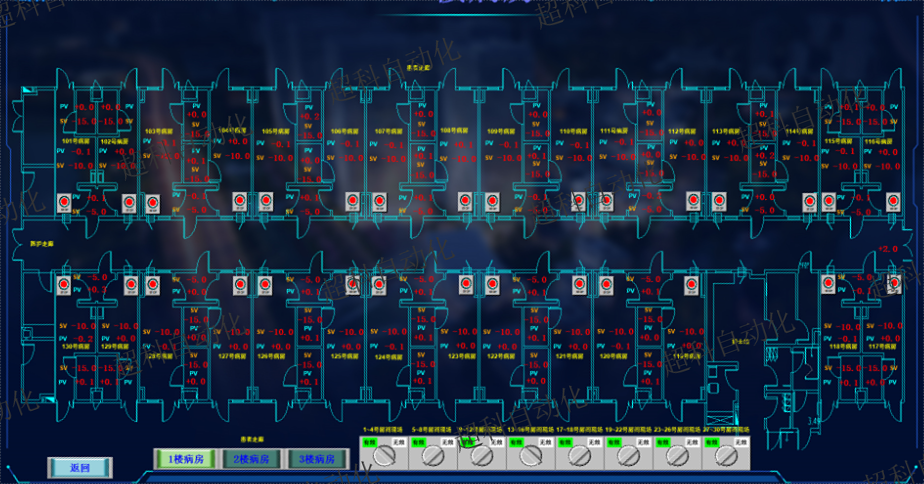
制药车间对中央空调恒温恒湿控制的可靠性要求极高,超科自动化的解决方案在此领域表现和。其控制系统严格遵循 GMP 标准设计,温度控制范围覆盖 18-26℃,湿度可在 45-65% RH 之间精确调节,且支持按生产批次预设温湿度曲线,满足不同药品的生产需求。系统采用冗余设计,控制器、传感器均配备备用模块,一旦出现故障能在 0.5 秒内自动切换,确保连续运行无间断。在某生物制药企业的冻干车间,这套系统通过准确控制冷冻干燥过程中的温湿度变化,使药品含水量控制精度提升至 ±0.3%,产品有效期延长 6 个月。同时,系统自动记录的温湿度数据可生成合规报告,满足药品监管部门的追溯要求,减少了人工记录的误差与工作量。珠海厂房恒温恒湿控制箱

实验室环境对温湿度的精细度要求极高,广州超科自动化推出的恒温恒湿控制箱,专为实验室空调控制系统设计,是保障实验数据精细、实验流程顺畅的关键设备。公司深耕实验室空调控制领域多年,曾助力广州华银健康 实验室、柳城县人民医院 实验室完成空调控制项目,凭借成熟技术让恒温恒湿控制箱适配各类实验室的特殊需求。这款控制箱可实现实验室温湿度的高精度调节,同时支持正负压控制,满足医学检测、生物实验等特殊实验室的环境要求。恒温恒湿控制箱采用智能化控制逻辑,可根据实验需求灵活设定参数,运行稳定无波动,避免环境变化影响实验结果。此外,产品融合节能技术,在保障控制精度的同时降低空调系统能耗,契合实验室绿色运行需求。选择...
- 肇庆空调恒温恒湿控制方案 2026-05-17
- 肇庆智能恒温恒湿控制 2026-05-17
- 重庆空调恒温恒湿控制费用 2026-05-10
- 东莞空调恒温恒湿控制工程 2026-05-07
- 中山空调恒温恒湿控制咨询 2026-05-06
- 广州智能恒温恒湿控制箱 2026-05-06
- 东莞实验室恒温恒湿控制技术 2026-05-06
- 厂房恒温恒湿控制系统费用 2026-05-06
- 中山医院恒温恒湿控制工程 2026-05-05
- 肇庆恒温恒湿控制箱 2026-05-05


- 广州洁净厂房恒温恒湿控制方法 2026-05-04
- 珠海医院恒温恒湿控制技术 2026-05-04
- 江门工厂恒温恒湿控制费用 2026-05-04
- 江门无尘车间恒温恒湿控制系统哪家好 2026-05-04
- 深圳工厂恒温恒湿控制系统哪家好 2026-05-04
- 广州洁净厂房恒温恒湿控制公司 2026-05-04




- 重庆智能空调集中控制器 05-17
- 广东酒店中央空调节能控制系统费用 05-17
- 深圳酒店空调集中控制系统公司 05-17
- 江门办公楼空调集中控制系统哪家好 05-17
- 长沙智能空调集中控制公司 05-17
- 东莞酒店空调集中控制系统费用 05-17
- 中山中央空调节能控制费用 05-17
- 东莞商场空调集中控制系统 05-17
- 肇庆空调恒温恒湿控制方案 05-17
- 肇庆智能恒温恒湿控制 05-17