plc柜的断路器需根据负载电流整定,实现过载和短路保护,断路器是plc柜内的关键保护元件,通过整定电流值,在回路出现过载或短路时切断电源,保护设备和线路。整定电流需根据负载的额定电流确定:过载保护整定电流通常为负载额定电流的 1.1 倍 - 1.2 倍,若负载为电机,考虑到电机启动电流大(约为额定电流的 5-7 倍),过载保护整定电流需为电机额定电流的 1.2 倍 - 1.5 倍,避免电机启动时断路器误动作;短路保护整定电流通常为负载额定电流的 5 倍 - 10 倍,确保短路时能快速切断回路,减少短路电流对设备的损坏。整定方式分为手动整定和自动整定:小型断路器通过调节旋钮手动整定,大型断路器通过 PLC 或智能控制器自动整定,整定完成后需进行测试,模拟过载和短路故障,检查断路器是否能在设定电流下动作。此外,断路器的选型还需考虑额定电压、分断能力(能安全切断的最大短路电流),确保与plc柜的供电电压和可能出现的短路电流匹配。阿罗仕提供专业plc柜安装指导,确保设备正确调试,快速投产。3cplc柜采购

风机和水泵是低压PLC柜的典型应用场景,选型时需结合具体的控制需求。以45kW变频水泵为例,应选择配备模拟量输入模块的PLC,以便采集压力传感器信号,通过PID算法调节变频器频率,实现恒压供水;而对于60kW风机,则需配置数字量输入模块,连接风阀限位开关和故障传感器,以实现启停联锁控制。某污水处理厂采购了10台水泵PLC柜,采用我们的定制方案后,供水压力波动从±0.1MPa降至±0.02MPa,年节电量达到2.8万度。只需提供工况参数,我们即可为您出具专属的应用方案苏州自动化plc柜企业阿罗仕plc柜注重安全性能,持有 CCC、ISO9001、CQC 认证,依不同要求定制。

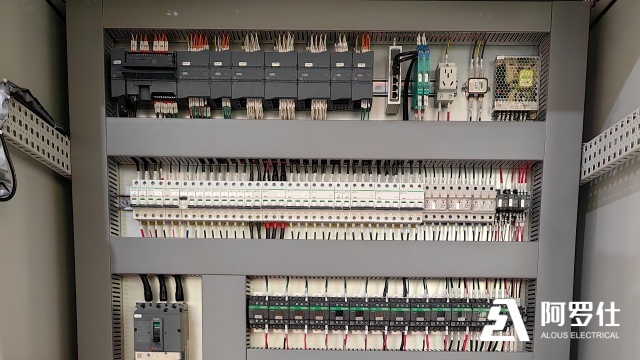
低压PLC柜元器件选型直接影响稳定性,3点要注意。一是PLC品牌,优先选市场占有率高的品牌,如西门子、汇川,售后和备件更有保障;二是电源模块,选冗余电源,输出电压稳定度≤±1%,满足PLC和I/O模块供电;三是接线端子,选菲尼克斯、魏德米勒等品牌,电流容量比实际大30%,防氧化处理。我们严选元器件,每批进货均做质量抽检,PLC模块通电测试合格才装机,确保柜体稳定运行。每批进货均做质量抽检,PLC模块通电测试合格才装机,确保柜体稳定运行。
锂电储能系统配套的plc柜需集成充放电控制器与电池管理模块,保障锂电安全稳定运行。锂电储能系统中,锂电池存在过充、过放、过温等安全隐患,充放电控制器可实时调节充电电流和放电电流,当电池电压达到上限时切断充电回路,避免过充导致电池鼓包、起火;当电压低于下限时切断放电回路,防止过放影响电池寿命。电池管理模块(BMS)则通过采集每节电池的电压、温度、 SOC( State of Charge,剩余电量)等参数,判断电池状态,若某节电池温度过高或电压异常,会立即发出报警并联动充放电控制器停止工作。此外,该类plc柜还会集成绝缘监测模块,防止电池漏液导致柜体漏电,广泛应用于家庭储能、工商业储能电站等场景,是锂电储能系统的 “安全卫士”。阿罗仕plc柜能应对电压波动,保护精密设备,减少您的停工损失。
plc柜需每半年进行一次内部除尘,可使用压缩空气轻柔吹扫,避免灰尘影响元件散热,plc柜在长期运行中,空气中的灰尘会在元件表面、散热片、线槽内积聚,若灰尘过多,会覆盖元件表面的散热片,阻碍热量散发,导致元件温度升高,加速绝缘老化,甚至引发短路故障;同时,灰尘还可能进入元件内部,影响触点接触,导致接触不良。因此,需每半年进行一次内部除尘,除尘前需先切断plc柜电源,确保安全;除尘时使用压缩空气(压力控制在 0.2MPa-0.4MPa),通过喷嘴轻柔吹扫元件表面、散热片、线槽,避免压力过大导致元件松动或损坏;对于不易吹扫的角落,可使用毛刷轻轻清理,清理后的灰尘需及时排出柜外,避免二次积聚。除尘过程中需同时检查元件状态,如接线端子是否松动、绝缘材料是否老化、密封胶条是否完好,若发现问题需及时处理。在粉尘浓度高的环境(如冶金车间、木工车间),需缩短除尘周期,改为每 3 个月一次。阿罗仕提供plc柜后期维护服务,定期检修助力您延长设备使用寿命。江苏非标plc柜厂家
阿罗仕合规、安全、高效的plc柜,是您提升生产竞争力的坚实基石。3cplc柜采购
汽车生产线的plc柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc柜发送 “焊接完成” 信号,plc柜再控制输送线将工件送至下一工序。此外,plc柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc柜会立即向机器人发送停机指令,确保人员和设备安全。3cplc柜采购