plc控制柜内继电器需根据控制信号类型选择,确保动作可靠准确,继电器是plc控制柜内实现信号转换、回路控制的关键元件,根据控制信号类型(如直流信号、交流信号、脉冲信号)可分为直流继电器、交流继电器、时间继电器、中间继电器等不同类型,不同类型的继电器工作原理和适用场景不同。直流继电器的线圈需接入直流电源(如 24V DC、110V DC),适用于控制回路为直流的场景(如 PLC 输出的直流控制信号);交流继电器的线圈需接入交流电源(如 220V AC、380V AC),适用于控制回路为交流的场景(如传统继电器控制回路)。时间继电器可根据设定时间延迟动作,适用于需要延时控制的场景(如电机启动后延时启动风机);中间继电器则用于放大控制信号或增加触点数量,适用于控制信号电流小或需要多个触点控制多个回路的场景。选型时需匹配控制信号的电压、电流、频率参数,同时考虑环境温度、振动等因素,确保继电器动作可靠,不出现误动作或拒动作。无论是plc控制柜的方案设计、精工制造,还是现场安装、调试优化,阿罗仕都能满足您的需求。江苏车间plc控制柜厂家
企业采购低压plc控制柜,精确选型是生产稳定的基础。首要关注CPU性能,根据控制点数选对应型号,如100点以内选西门子S7-1200系列,运算速度≥0.1μs/位;其次是I/O点数预留,需比实际需求多20%,避免后期扩容麻烦;第三是存储容量,复杂程序选≥1MB用户内存;第四是通信协议,确保支持Modbus TCP、Profinet等常用协议;第五是柜体防护,车间粉尘选IP54。作为低压plc控制柜厂家,我们可以根据电机参数、控制逻辑出具方案,避免因参数mismatch导致的设备闲置。常州plc控制柜企业阿罗仕plc控制柜采用布局设计,内部布线规整,方便检修,大幅提升维护效率。
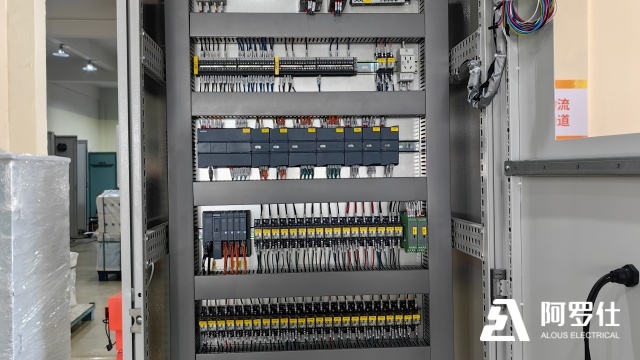
plc控制柜内线缆需贴附清晰标识牌,标注回路编号与用途,便于故障排查时快速定位,plc控制柜内线缆数量多、种类杂(如主回路线缆、控制回路线缆、信号线缆),若缺乏标识或标识模糊,故障排查时需逐根核对线缆,耗时费力,甚至可能误判回路导致故障扩大。标识牌需采用耐温、耐磨损的材质(如 PVC 标识牌、金属标识牌),标注内容包括回路编号(如 L1、L2、L3 为主回路,K1、K2 为控制回路)、回路用途(如 “电机 M1 供电回路”“PLC 输入信号回路”)、线缆规格(如 “4mm² 铜芯线”),标识牌需贴附在线缆两端(靠近接线端子处),部分较长的线缆需在中间位置增加标识牌。标识牌的标注方式需统一,遵循企业或行业的电气制图标准,确保所有运维人员能快速识别。此外,plc控制柜内还需张贴线缆布置图,与标识牌配合使用,进一步提升故障排查效率,尤其在自动化控制plc控制柜、数据中心plc控制柜等线缆密集的场景,清晰的线缆标识尤为重要。
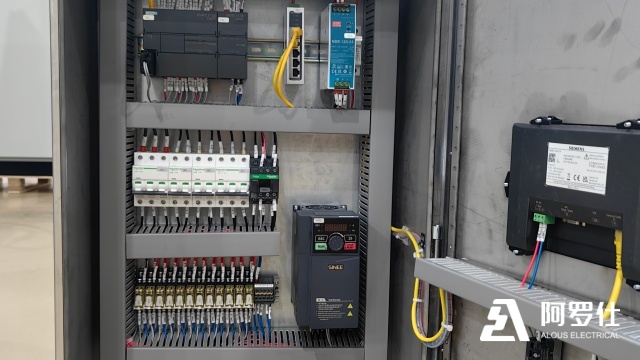
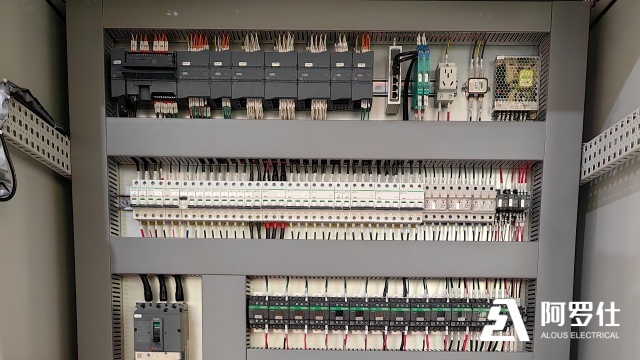
plc控制柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障plc控制柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不只能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。阿罗仕plc控制柜重视散热设计,有效延长内部元件寿命,保障系统持续运行。
锂电储能系统配套的plc控制柜需集成充放电控制器与电池管理模块,保障锂电安全稳定运行。锂电储能系统中,锂电池存在过充、过放、过温等安全隐患,充放电控制器可实时调节充电电流和放电电流,当电池电压达到上限时切断充电回路,避免过充导致电池鼓包、起火;当电压低于下限时切断放电回路,防止过放影响电池寿命。电池管理模块(BMS)则通过采集每节电池的电压、温度、 SOC( State of Charge,剩余电量)等参数,判断电池状态,若某节电池温度过高或电压异常,会立即发出报警并联动充放电控制器停止工作。此外,该类plc控制柜还会集成绝缘监测模块,防止电池漏液导致柜体漏电,广泛应用于家庭储能、工商业储能电站等场景,是锂电储能系统的 “安全卫士”。阿罗仕plc控制柜依托先进技术,可实时反馈运行数据,助您实现电气系统精细化管理。江苏车间plc控制柜厂家
阿罗仕定制化plc控制柜解决方案,契合行业需求,为您解锁生产新可能。江苏车间plc控制柜厂家
低压plc控制柜安装调试不当易引发故障,5个细节要做好。一是接地规范,柜体接地电阻≤4Ω,PLC系统单独接地,避免与动力接地共用;二是布线隔离,强电(主回路)与弱电(控制回路)间距≥10cm,模拟量线用屏蔽线;三是参数设置,按程序逻辑设置I/O地址、定时器、计数器参数,保存备份程序;四是空载测试,检查指示灯、继电器动作是否正常;五是带载联调,逐步加载测试控制逻辑是否符合工艺要求。是否正常;五是带载联调,逐步加载测试控制逻辑是否符合工艺要求。江苏车间plc控制柜厂家

