- 品牌
- ALLIANCE
- 型号
- LRT
- 基材
- 聚酯,金属
滴漆机在提升产品性能方面的独特价值:滴漆工艺不仅在生产效率方面表现优异,更在提升产品较终性能方面展现出独特价值,这些价值往往直接关系到终端产品的可靠性和使用寿命。绝缘性能的明显增强是滴漆处理较主要的价值所在。通过精确控制的滴漆工艺,绝缘漆能够充分渗透到绕组间的微小空隙中,形成无气泡、无缺口的完整绝缘层。这种均匀致密的漆膜结构使得产品的耐电压强度提高30%以上,局部放电量降低一个数量级,明显提升了电机或变压器在高压工况下的可靠性。滴漆机的喷涂厚度可调节,适应不同产品的要求。电加热浸渍设备厂家供应

滴漆机作为电机绝缘处理的主要装备,其工作原理涉及机械设计、流体动力学、热力学等多学科知识。从工件定位到温度控制,从流量调节到旋转匹配,每个环节都需精密协作才能实现高质量绝缘处理。随着新材料、新工艺的不断涌现,滴漆技术将持续进化,为电机行业的高质量发展提供坚实保障。而电机的性能和质量,在很大程度上依赖于其内部绕组的绝缘处理。滴漆机,作为一种专门用于对电机绕组进行绝缘漆滴注处理的设备,在电机制造过程中扮演着举足轻重的角色。本文将深入探讨滴漆机的工作原理、结构组成、应用领域、操作流程、维护保养以及其未来的发展趋势。电加热浸渍设备厂家供应滴漆机的喷涂速度快,能够提高生产效率。
在现代工业生产体系中,电机制造占据着至关重要的地位。电机作为将电能转化为机械能的主要设备,普遍应用于工业机械、家用电器、交通工具及精密仪器等领域。电机的性能、寿命及可靠性直接关系到整个设备系统的运行质量。在电机制造的众多环节中,绝缘处理是确保电机长期稳定运行的关键工序之一。而滴漆机,作为实现电机绝缘处理的重要设备,其作用不容忽视。本文将深入探讨滴漆机在电机生产中的主要作用,从技术原理、工艺优势到实际应用等方面展开详细阐述。
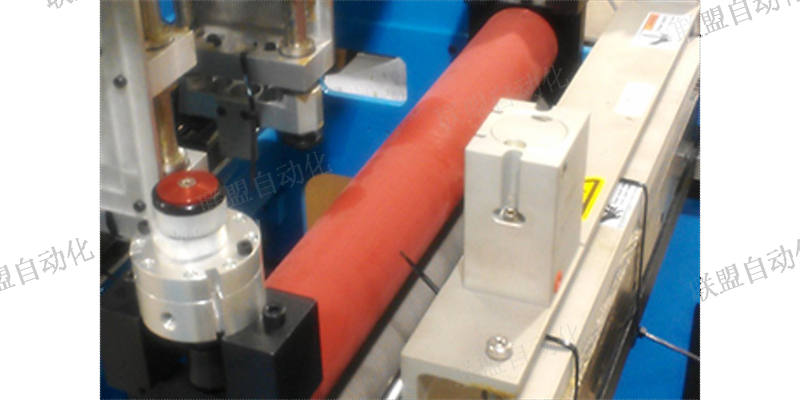
滴漆阶段:当工件达到合适的预热温度后,进入滴漆环节。滴漆机通过特定的滴漆装置,如滴漆嘴或漆泵,将绝缘漆以一定的速度和流量滴注到工件的绕组表面。为了确保绝缘漆能够均匀覆盖绕组,滴漆过程中工件通常会以一定的速度旋转或移动。例如,在电机转子滴漆机中,转子夹装在主传动齿轮的夹装组织上,主传动齿轮为间断性流程推动,由汽缸作用,使转子在滴漆过程中能够持续转动,同时滴漆嘴根据转子的形状和尺寸调整位置,确保绝缘漆正好滴到外露线圈中部。滴漆速度一般会根据绝缘漆的粘度、工件的大小和形状以及工艺要求进行调整,常见的滴漆速度控制在每秒几滴到十几滴不等。这台滴漆机配备了环保系统,减少了对环境的污染。

评价漆膜热性能的方法有很多种,如热弹性、温度指数等。其中温度指数是国际电工委员会推荐表示绝缘材料长期耐热的能力,具体的是用数字来表示它的级别。如上海电动工具研究所生产的DF-201无溶剂绝缘漆温度指数为180级,是指该漆在试验的热寿命图上寿命为20000小时的温度为180℃。即可在180℃下使用20000小时。对于电动工具而言,因出口到美国、欧洲等国家较多,漆的温度指数大部分都委托美国UL(美国认证实验室)公司进行,从美国UL试验得到材料温度指数证书,以便有关产品可销往美国等国家。滴漆机的喷涂速度可调节,适应不同产品的生产节奏。电加热浸渍设备厂家供应
滴漆机的散热风扇过滤网需每周清洗,防止灰尘堵塞影响散热效率导致设备过热。电加热浸渍设备厂家供应
流平与胶化阶段:分子结构重组。滴漆完成后,工件进入流平区,在离心力与重力共同作用下,漆膜表面张力趋于平衡。此阶段需严格控制工件转速:转速过低(<800rpm)会导致漆液堆积,形成流挂缺陷;转速过高(>2500rpm)则可能引发甩漆,造成铁心端部漆膜厚度不足。胶化过程是漆液从液态向固态转变的关键阶段。以某环氧滴浸漆为例,当温度升至145℃时,漆液中的双酚A环氧树脂与酸酐固化剂开始交联反应,3分钟内形成三维网状结构。此时需监测胶化时间,若胶化过快(<2分钟),易导致漆膜内应力集中,产生裂纹;胶化过慢(>5分钟),则可能造成漆膜流淌,影响绝缘性能。电加热浸渍设备厂家供应
- 全自动浸渍设备厂家直销 2026-05-04
- 浸渍设备厂商 2026-05-04
- 定子滴漆机批发价格 2026-05-03
- 电机浸漆机定制价格 2026-05-03
- 上海电加热滴漆机 2026-05-02
- 倾斜滚浸设备定制价格 2026-05-02