随着工业设备向小型化、集成化发展,钣金机箱的定制化需求日益增长。定制化生产过程中,首先通过三维建模软件根据客户需求设计机箱结构,模拟设备安装、布线流程,优化内部空间布局,减少设计误差。在加工工艺方面,采用激光切割技术替代传统冲裁工艺,可实现复杂形状的精细切割,例如在医疗设备机箱上切割弧形散热孔、圆形观察窗,无需二次打磨即可达到光滑边缘效果,提升产品美观度。同时,针对高精度设备需求,引入机器人焊接工艺,焊接焊缝宽度误差可控制在 0.5mm 以内,增强箱体结构强度。在表面处理环节,除常规静电喷塑外,还可提供阳极氧化、拉丝处理等工艺,例如在实验室仪器机箱上采用拉丝阳极氧化工艺,既具备抗指纹效果,又能呈现金属质感,满足高级设备的外观需求。采用先进切割工艺,昶艾钣金机箱边缘光滑无毛刺使用安全。辽宁通信设备钣金机箱
展望未来,昶艾五金将继续深耕钣金机箱领域,不断提升产品品质与服务水平。在技术研发方面,公司将加大投入,关注行业新技术、新材料的应用,探索更高效的加工工艺与更优化的产品设计,进一步提升钣金机箱的性能与性价比;在市场拓展方面,将依托现有的客户基础与品牌优势,逐步拓展国内外市场,让公司的钣金机箱产品服务于更多行业与客户;在企业管理方面,将持续完善内部管理体系,提升生产效率与质量管控能力,确保公司稳健发展。始终以客户需求为导向,以企业使命为指引,昶艾五金将努力成为钣金机箱领域的企业,为行业发展贡献更多力量。广东钣金机箱哪家好经过专业表面处理,昶艾钣金机箱耐腐蚀抗氧化,使用寿命长久。

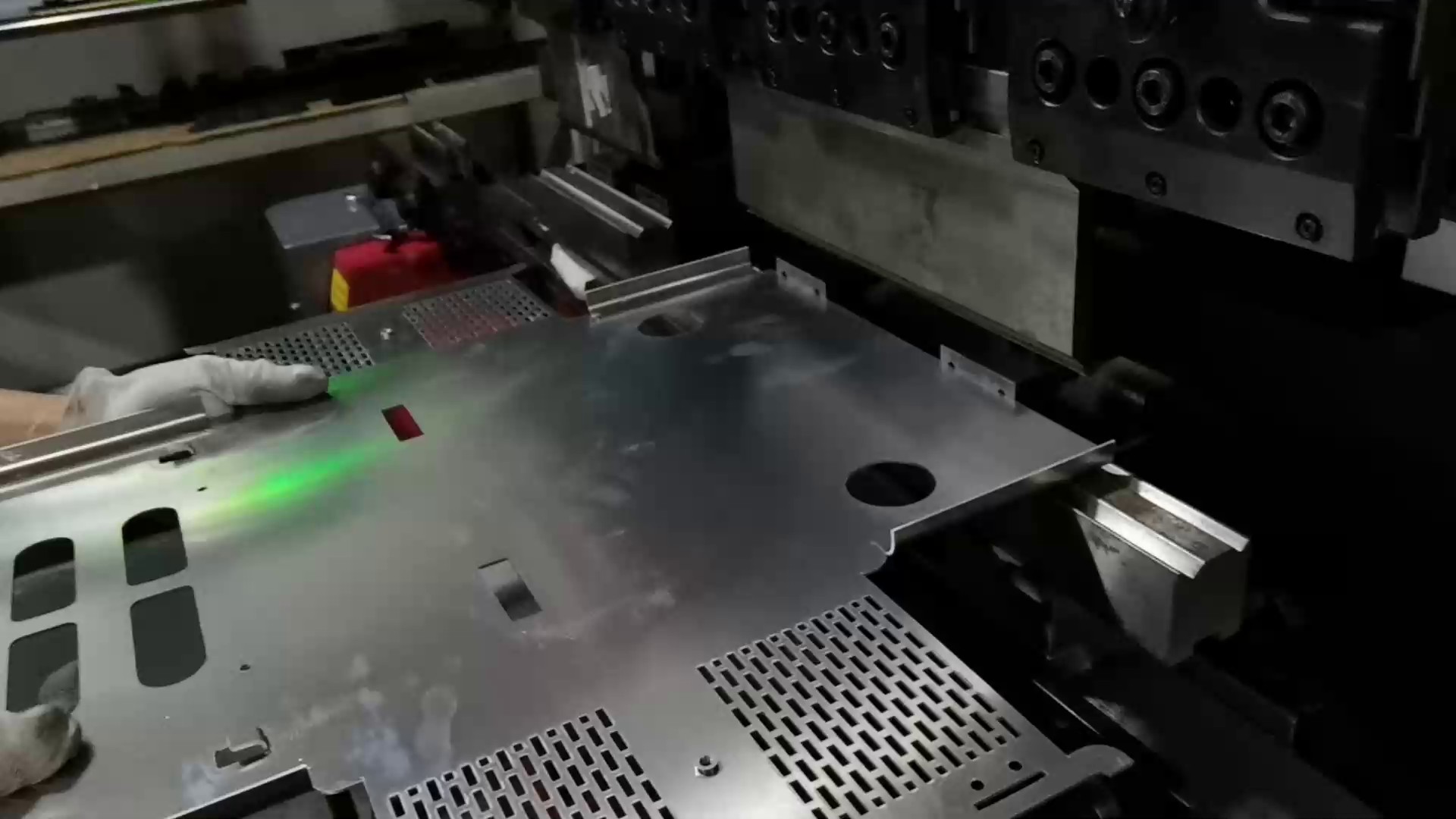
钣金机箱的加工精度直接影响设备安装与使用稳定性,通过 “冲压 - 折弯 - 焊接” 三步工艺实现,每个环节都有严格标准:1. 冲压工艺(打孔、切边):采用数控冲床(精度 ±0.1mm)对钣金板材(厚度 1-5mm,根据负载需求选择)进行加工,完成打孔(如螺丝孔、接口孔、散热孔)、切边(裁剪出箱体主体轮廓)。关键要求:① 孔位精度:螺丝孔间距误差≤0.2mm(确保内部元件可顺利安装);② 散热孔设计:孔径 3-5mm,孔间距 10-15mm,确保散热面积达标(如 1kW 功率设备需散热面积≥100cm²);③ 避免毛刺:冲压后需通过去毛刺机(或手工打磨)处理边缘,毛刺高度≤0.05mm,防止划伤操作人员或线缆。2. 折弯工艺(成型):采用数控折弯机(精度 ±0.5°)将冲压后的板材折弯成箱体结构(如长方体、带斜面的异形结构)。关键要求:① 折弯角度:90° 折弯的角度误差≤0.5°,确保箱体各面贴合紧密(缝隙≤0.2mm);② 折弯半径:根据板材厚度确定(如 2mm 厚钢板,折弯半径≥2mm),避免板材断裂;③ 加强筋设计:在箱体侧面、顶部折弯时增加加强筋(高度 5-10mm,厚度与板材一致),提升箱体抗变形能力(加强筋可使箱体抗压强度提升 30%)。
先进的加工设备是昶艾五金保障钣金机箱品质的重心支撑。公司配备了 CNC 数控机床、激光切割机、数控折弯机等一系列高精度设备,为钣金机箱的加工生产提供强有力的技术保障。激光切割机可实现对铝合金板材的精细切割,误差控制在极小范围,确保钣金机箱各部件尺寸精细匹配;CNC 数控机床能完成复杂的钻孔、铣削等加工工序,让机箱的接口、安装孔位等细节达到高标准要求;数控折弯机则可根据设计图纸,将板材精细折弯成所需形状,保证钣金机箱的结构稳定性与密封性。依托这些先进设备,公司能高效完成各类钣金机箱的加工,无论是标准型号还是定制款式,都能满足客户对精度与效率的双重需求。昶艾钣金机箱注重细节处理,每个接口都贴合设备安装需求。

昶艾五金的钣金机箱凭借出色的性能,在医疗领域得到广泛应用。医疗设备对钣金机箱的要求极为严苛,不仅需要具备良好的防锈、防腐蚀性能,还要能有效屏蔽电磁干扰,保障设备运行的稳定性与数据的准确性。公司针对医疗领域的特殊需求,选用高质铝合金材料,并通过特殊的表面处理工艺,提升钣金机箱的耐腐蚀性与绝缘性;同时,在结构设计上预留合理的散热通道,确保设备长时间运行时能有效散热。目前,公司的医疗钣金机箱已配套于多种诊断仪器、设备,为医疗行业的发展提供了可靠的硬件支持。为高校及研究院提供解决方案,昶艾五金助力广东钣金机箱技术升级。无锡工控钣金机箱
昶艾钣金机箱凭借高性价比,赢得众多行业客户的认可信赖。辽宁通信设备钣金机箱
船舶行业的特殊工作环境对仪器机箱的耐腐蚀性、抗颠簸性能有着极高要求,昶艾五金的钣金机箱凭借优异的适配性,在船舶领域占据了一席之地。公司针对船舶航行过程中面临的海水腐蚀、船体颠簸等问题,对钣金机箱进行了专项改进。采用耐腐蚀性能极强的铝合金材料,并对机箱表面进行特殊的防腐处理,有效抵御海水的侵蚀;在结构设计上增加加固措施,提升机箱的抗颠簸能力,确保安装在机箱内的船舶仪器能够在长时间的航行过程中保持稳定运行,为船舶的导航、通信等关键系统提供可靠保障,保障船舶的航行安全。辽宁通信设备钣金机箱