在交通、航空航天等领域,钣金机箱需具备良好的抗震性能,以应对运输、使用过程中的振动冲击。抗震设计中,首先在机箱底部安装减震脚垫,采用丁腈橡胶材质,可有效吸收垂直方向的振动能量,减震效率达 80% 以上。对于内部精密元件,通过定制化减震支架固定,支架与箱体之间采用弹簧、橡胶垫组合的减震结构,可缓冲水平、垂直方向的振动冲击,例如在车载设备机箱中,此类减震结构能确保设备在车辆行驶颠簸时正常运行。在运输保护方面,针对大型钣金机箱,采用木质包装箱配合珍珠棉、气泡膜多层防护,包装箱内部根据机箱形状定制卡槽,固定机箱位置,避免运输过程中发生位移、碰撞。同时,在包装箱外部粘贴易碎、防潮标识,提醒物流人员规范操作,确保产品安全送达客户现场。适配工业复杂环境,昶艾钣金机箱在恶劣条件下依旧稳定运行。1U钣金机箱生产
不锈钢钝化工艺:适用于不锈钢材质(304、316L),适合中等腐蚀环境(如化工车间、海边轻度盐雾环境)。流程:① 不锈钢件脱脂→ 酸洗(去除表面氧化皮)→ 钝化(浸泡在钝化液中,形成钝化膜,厚度 1-3μm)→ 水洗干燥。优势:耐腐蚀性强(304 不锈钢钝化后耐盐雾测试 200-300 小时,316L 达 500 小时),无涂层脱落风险,表面保持不锈钢本色;缺点:成本高(每平方米处理成本约 50 元),适用于不锈钢材质。达克罗涂层工艺:适合户外、重度腐蚀环境(如矿山、海边高盐雾环境),可用于冷轧钢板、不锈钢材质。流程:① 钣金件脱脂→ 抛丸除锈→ 涂覆达克罗溶液(含锌粉、铬酐,厚度 5-10μm)→ 高温固化(300℃烘烤 30 分钟)。优势:耐腐蚀性极强(耐盐雾测试 1000 小时以上,是镀锌的 5-8 倍),耐高低温(-50℃-300℃),无氢脆风险(适合度螺栓等连接部件);缺点:颜色单一(银灰色),成本高(每平方米处理成本约 80 元),表面硬度低(≤1H,易刮伤)。选型建议:普通室内选静电喷塑;潮湿室内选镀锌 + 喷塑;不锈钢材质、中等腐蚀选钝化;户外 / 重度腐蚀选达克罗。钣金机箱工厂适配新能源领域应用,昶艾钣金机箱为环保设备提供可靠防护。

昶艾五金(东莞)有限公司作为专业的仪器机箱外壳供应商,其主要主营的钣金机箱凭借较好的的设计与品质,在行业内树立了质量口碑。公司拥有一支经验丰富的设计团队,能够针对不同行业客户的需求,为钣金机箱提供多维度的结构设计与外观设计服务。无论是满足仪器内部元件的精细安装需求,还是契合客户对产品外观的个性化审美,设计团队都能通过专业的技术手段,将功能性与美观性完美融合,让每一款钣金机箱都具备独特的竞争优势,成为仪器设备的质量 “外衣”。
散热设计:控制柜内变频器、电源模块等元件发热功率可达 500W 以上,需做好散热:① 箱体顶部安装轴流风扇(风量 50-100CFM,转速 2000-2500r/min),底部开设进风口(带防尘网),形成 “下进上出” 的空气对流;② 高发热元件(如变频器)安装在靠近风扇的位置,与其他元件间距≥50mm,避免热量聚集;③ 若车间温度超过 40℃,需在箱内加装温度控制器(设定温度 40℃时自动启动风扇,30℃时关闭),避免风扇长期运行增加能耗。布线与接线设计:① 箱内设置垂直与水平走线槽(宽度 50-100mm,高度 30mm),电源线(AC220V)与信号线(4-20mA、RS485)分开走槽,间距≥30mm,避免电磁干扰;② 接线端子安装在箱体侧面(高度 1.2-1.5m,方便操作),端子排间距≥20mm,每个端子标注清晰(如 “变频器电源输入”“传感器信号输出”);③ 柜门内侧安装线槽,用于连接柜门按钮、指示灯的线缆,避免柜门开关时线缆磨损。推荐实力钣金机箱厂家,深耕行业 10 年,提供从设计到生产的一体化服务,品质有保障。

焊接工艺(组装):采用氩弧焊(不锈钢、铝合金)或二氧化碳气体保护焊(冷轧钢板)将折弯后的板材焊接成整体。关键要求:① 焊缝质量:焊缝高度≥板材厚度的 70%(如 2mm 厚钢板,焊缝高度≥1.4mm),无虚焊、漏焊(通过渗透检测确认);② 焊接变形控制:焊接后需通过校平机矫正(平面度误差≤0.3mm/m),避免箱体扭曲影响元件安装;③ 表面处理:焊接后打磨焊缝(粗糙度 Ra≤1.6μm),再进行喷塑、钝化等防锈处理。加工完成后,需通过 “尺寸检测”(用卡尺、千分尺测量关键尺寸)、“结构强度测试”(如顶部承重测试,100kg 重物放置 24 小时无变形)确保合格。靠谱钣金机箱厂家直供,无中间环节,性价比突出,是工业设备企业推荐合作伙伴。河北钣金机箱源头厂家
经过专业表面处理,昶艾钣金机箱耐腐蚀抗氧化,使用寿命长久。1U钣金机箱生产
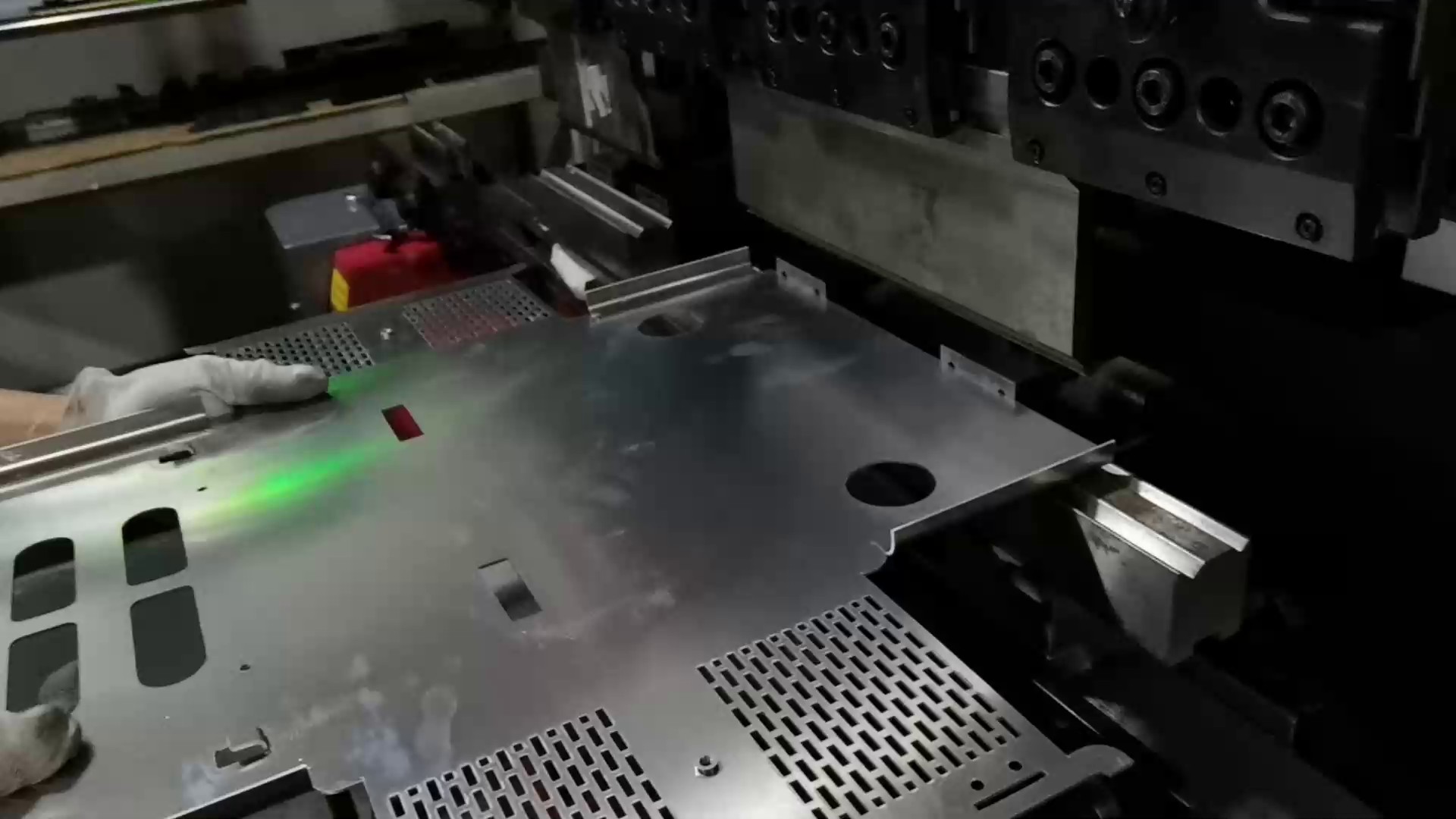
钣金机箱的加工精度直接影响设备安装与使用稳定性,通过 “冲压 - 折弯 - 焊接” 三步工艺实现,每个环节都有严格标准:1. 冲压工艺(打孔、切边):采用数控冲床(精度 ±0.1mm)对钣金板材(厚度 1-5mm,根据负载需求选择)进行加工,完成打孔(如螺丝孔、接口孔、散热孔)、切边(裁剪出箱体主体轮廓)。关键要求:① 孔位精度:螺丝孔间距误差≤0.2mm(确保内部元件可顺利安装);② 散热孔设计:孔径 3-5mm,孔间距 10-15mm,确保散热面积达标(如 1kW 功率设备需散热面积≥100cm²);③ 避免毛刺:冲压后需通过去毛刺机(或手工打磨)处理边缘,毛刺高度≤0.05mm,防止划伤操作人员或线缆。2. 折弯工艺(成型):采用数控折弯机(精度 ±0.5°)将冲压后的板材折弯成箱体结构(如长方体、带斜面的异形结构)。关键要求:① 折弯角度:90° 折弯的角度误差≤0.5°,确保箱体各面贴合紧密(缝隙≤0.2mm);② 折弯半径:根据板材厚度确定(如 2mm 厚钢板,折弯半径≥2mm),避免板材断裂;③ 加强筋设计:在箱体侧面、顶部折弯时增加加强筋(高度 5-10mm,厚度与板材一致),提升箱体抗变形能力(加强筋可使箱体抗压强度提升 30%)。1U钣金机箱生产