- 品牌
- 捷福欣
- 型号
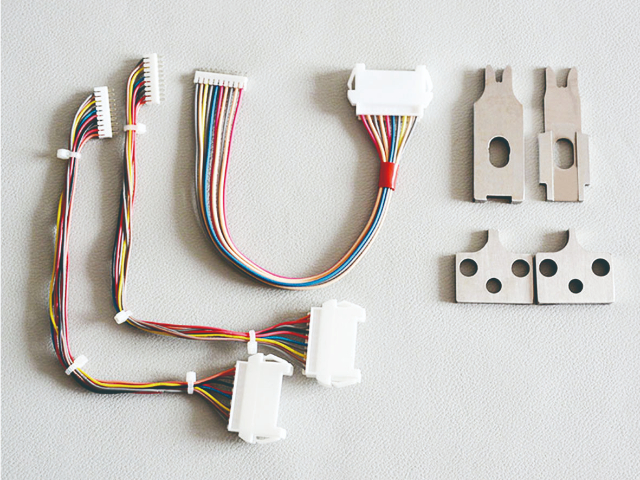
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
刷线与扭线的作用及操作要点
刷线与扭线工序进一步处理导线端头,提升连接效果。刷线时,接通电源,确保电动铜刷顺时钟转向,按标准操作方法将两端外露的斜包层与芯线分开,并捻紧捻直。这能去除导线表面的氧化层与杂质,增加导线表面积,提高焊接或压接时的接触质量。扭线环节,需使用扭线夹完整夹住刷开的铜丝,均匀用力转动,将铜丝紧密扭合。扭线能防止铜丝松散,增强导线的机械强度与导电性。操作中要注意不准刮花擦伤电线表面,务必使铜丝紧密扭紧,避免出现散丝现象,为后续的沾锡、端子压接等工序创造良好条件,保障线束连接部位的稳定性与可靠性。 线束加工中,线材选型关乎整体性能,需谨慎抉择。汽车线束加工厂设计

展望未来,随着 5G 技术、人工智能、物联网等新兴技术的不断发展和应用,电子设备的智能化、小型化、集成化趋势将愈发明显。这将进一步推动线束加工行业的技术创新和发展。未来的线束加工将更加注重高精度、高可靠性、高集成度以及智能化。企业需要不断加大技术研发投入,引进先进的设备和人才,提升自身的技术水平和创新能力。同时,加强与其他行业的融合与协作,共同探索新的应用领域和市场机会,为推动线束加工行业的持续发展注入新的动力。自动化设备汽车线束加工厂家线束加工的沾锡时芯线要分开、对齐,确保锡层均匀,提升焊接可靠性。
导线剥离是线束加工中较为精细的一步操作。其目的在于去除导线外部的绝缘层,为后续与终端接头或插座的连接创造条件。操作人员需熟练使用剥线钳和切线刀等工具,严格按照工艺要求控制剥离的长度和精度。若剥离长度过短,可能导致连接不牢固;剥离过长,则容易引发短路风险。同时,要确保剥离过程中导线的金属部分不受损伤,保持表面的光滑整洁,避免出现划伤、毛刺等情况,因为这些瑕疵可能会影响导线的导电性能,甚至在使用过程中引发安全隐患。
在加工环节,裁剪与剥皮精度直接影响线束性能。高精度激光裁线机可将导线长度误差控制在极小范围,自动化剥皮设备能精确控制剥线长度,避免损伤线芯。连接工艺以压接为主,配合超声波焊接技术,确保连接点机械强度高、接触电阻低,满足大电流传输需求。组装过程中,线束需进行特殊防护处理。采用双层屏蔽套管与防水密封胶圈,增强线束的电磁屏蔽与防水性能;通过热缩管对连接点进行绝缘加固,提升耐温、耐磨能力。质检环节堪称 “守护卫士”。除常规的外观、导通性检测外,还需进行高压绝缘耐压测试、盐雾腐蚀测试、震动疲劳测试等。通过模拟极端使用环境,确保线束在高温、高湿、强震动条件下仍能稳定运行。每一根新能源汽车线束的诞生,都是精密工艺与严苛标准的结晶。这些 “脉络” 不只承载着电能与信号,更承载着人们对绿色、安全出行的期待,为新能源汽车产业的蓬勃发展保驾护航。线束加工的电子设备线束注重绝缘材料的柔软性与薄厚均匀性。

线束加工-插头组装是线束加工中确保与设备实现可靠连接的关键环节。根据设计要求和客户的具体需求,将精心挑选的终端接头或插座准确无误地组装到线束的末端。在组装过程中,要严格控制各个部件的安装位置和连接精度,确保插头与设备接口之间的配合紧密、稳固。组装完成后,需进行多方面的测量和细致的调试工作,检查插头的尺寸是否符合标准,连接是否牢固,信号传输是否正常等。只有经过严格测试,确认各项指标均符合要求后,才能进入下一工序。高度重视线束加工的安全生产,严禁操作人员在铆压时将手伸入刀模内。医疗设备线束加工生产厂家
线束加工的压接工艺确保连接牢固,需控制压力、位置等参数。汽车线束加工厂设计
线束加工-绝缘套装是提升线束安全性与稳定性的重要举措。工人会根据实际需要,将绝缘套管截取合适的长度,并精细地套在导线上。绝缘套管的材质一般具有良好的绝缘性能、耐磨损性和阻燃性,能够有效防止导线之间发生短路,同时抵御外界环境因素,如潮湿、灰尘、化学物质等对导线的损害。为了确保绝缘套管固定牢固,可采用热收缩套管或胶水等方式进行固定。热收缩套管在加热后会紧密贴合导线,形成可靠的防护层;胶水则能增强绝缘套管与导线之间的附着力,进一步提升防护效果。汽车线束加工厂设计
捷福欣深耕线束行业29年,拥有专业的工控设备线束加工技术和300+台专业加工设备,专注工控设备线束加工,聚焦工业场景的高可靠性、抗干扰需求,为工控设备提供稳定的连接加工解决方案。工控设备线束加工选用多股绞合铜丝导体,搭配高密度屏蔽结构,加工过程中控制屏蔽层覆盖率,可有效抵御工业现场的电磁辐射、粉尘、油污等干扰,保障信号传输的稳定性和完整性,避免因干扰导致的设备故障。原材料选用Molex、AMP等国际原厂品牌,绝缘层采用耐温、耐腐蚀材料,经过专业加工处理,可承受工业环境的高低温变化、频繁弯折和拉伸,延长线束使用寿命。加工后的工控设备线束通过UL、ISO9001等国际认证,符合ROHS2.0和RE...
- 网络汽车线束加工厂 2026-05-21
- 绝缘线束加工生产加工厂 2026-05-21
- 线束加工装配 2026-05-21
- 梅州工业线束加工 2026-05-05
- 音频信号传输线束加工定制 2026-05-04
- 捷福欣科技电子线束加工用途创新方向分析 2026-05-04
- 数据传输线束加工定制厂家 2026-05-04
- 捷福欣电子线束加工耐久性的保障 2026-05-04
- 汽车线束加工厂布局 2026-05-04
- 线束加工厂家 2026-05-04


- 线束加工厂家直销 2026-05-04
- 耐高温线束加工生产厂家 2026-05-04
- 线束加工制造厂商 2026-05-04
- 捷福欣科技电子线束加工结构特点介绍资料 2026-05-04
- 汽车线束加工厂家导体 2026-05-04
- 以太网线束加工生产加工厂 2026-05-03



- 耐磨损线束 05-26
- 捷福欣科技电子线性能对比分析报告 05-26
- 飞控系统电子线厂家 05-26
- DisplayPort接口线束加工厂 05-26
- 电子线捷福欣品质 05-25
- 捷福欣科技电子线品牌建设成果 05-25
- 找捷福欣做电子线组装效率 05-25
- 电子玩具电子线维修 05-25
- 航空航天线束加工 05-25
- 深圳市捷福欣电子线服务内容 05-25