plc柜需每半年进行一次内部除尘,可使用压缩空气轻柔吹扫,避免灰尘影响元件散热,plc柜在长期运行中,空气中的灰尘会在元件表面、散热片、线槽内积聚,若灰尘过多,会覆盖元件表面的散热片,阻碍热量散发,导致元件温度升高,加速绝缘老化,甚至引发短路故障;同时,灰尘还可能进入元件内部,影响触点接触,导致接触不良。因此,需每半年进行一次内部除尘,除尘前需先切断plc柜电源,确保安全;除尘时使用压缩空气(压力控制在 0.2MPa-0.4MPa),通过喷嘴轻柔吹扫元件表面、散热片、线槽,避免压力过大导致元件松动或损坏;对于不易吹扫的角落,可使用毛刷轻轻清理,清理后的灰尘需及时排出柜外,避免二次积聚。除尘过程中需同时检查元件状态,如接线端子是否松动、绝缘材料是否老化、密封胶条是否完好,若发现问题需及时处理。在粉尘浓度高的环境(如冶金车间、木工车间),需缩短除尘周期,改为每 3 个月一次。阿罗仕适配智能化工厂的plc柜,可与物联网联动,实现远程监控管理。江苏生产线plc柜定做

汽车生产线的plc柜需与机器人系统联动,实现自动化装配控制,汽车生产线自动化程度高,需通过plc柜与工业机器人(如焊接机器人、装配机器人、喷涂机器人)联动,完成汽车零部件的焊接、装配、喷涂等工序,确保生产效率和产品质量。联动控制的关键是通过 PLC 模块实现数据交互:plc柜内的 PLC 通过工业以太网(如 Profinet、EtherNet/IP)与机器人控制器连接,接收机器人发送的位置信号、状态信号(如机器人是否到位、是否完成作业),同时向机器人发送控制指令(如启动焊接、调整装配角度)。例如在汽车焊接工序中,plc柜控制工件输送线将工件送至指定位置后,向机器人发送 “焊接准备完成” 信号,机器人接收到信号后开始焊接,焊接完成后向plc柜发送 “焊接完成” 信号,plc柜再控制输送线将工件送至下一工序。此外,plc柜还需集成急停联锁功能,若生产线出现故障,急停按钮触发后,plc柜会立即向机器人发送停机指令,确保人员和设备安全。江苏生产线plc柜定做阿罗仕plc柜厂家快速响应需求,确保紧急情况下及时供货与服务。
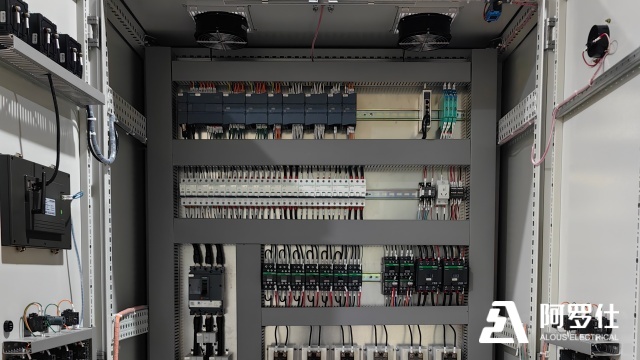
低压PLC柜安装调试不当易引发故障,5个细节要做好。一是接地规范,柜体接地电阻≤4Ω,PLC系统单独接地,避免与动力接地共用;二是布线隔离,强电(主回路)与弱电(控制回路)间距≥10cm,模拟量线用屏蔽线;三是参数设置,按程序逻辑设置I/O地址、定时器、计数器参数,保存备份程序;四是空载测试,检查指示灯、继电器动作是否正常;五是带载联调,逐步加载测试控制逻辑是否符合工艺要求。是否正常;五是带载联调,逐步加载测试控制逻辑是否符合工艺要求。
重要负荷用plc柜需具备双电源自动切换功能,主电源失电时≤0.5 秒切换至备用电源。重要负荷指医院手术室、数据中心服务器、应急照明等对供电连续性要求极高的场景,一旦断电可能造成生命安全风险或重大经济损失。双电源自动切换依赖 ATS(自动转换开关)装置实现,其关键是通过电压检测模块实时监测主电源状态,当主电源电压低于设定值(如额定电压的 85%)或中断时,ATS 立即触发机械联锁机构,在 0.5 秒内完成从主电源到备用电源的切换,确保负荷供电不中断。为保障切换可靠性,ATS 需采用机械与电气双重联锁设计,防止主备电源并联造成短路;同时需定期进行切换测试,模拟主电源失电场景,验证切换时间和动作准确性,避免因机构卡涩导致切换延迟。无论是plc柜的方案设计、精工制造,还是现场安装、调试优化,阿罗仕都能满足您的需求。

新投用的plc柜需逐路测试回路通断,核对过流、过载保护定值是否与设计方案一致。新柜投用前的测试是避免安装错误和设计缺陷的关键环节,直接影响后期运行安全。逐路通断测试需使用万用表或导通测试仪,从电源进线端开始,依次检测每一条主回路、控制回路的导线连接是否导通,有无错接、漏接情况,特别注意相线与零线、地线是否混淆。过流、过载保护定值核对则需使用继电保护测试仪,模拟不同电流值输入断路器、热继电器等保护元件,记录其动作电流和时间,与设计方案中的定值(如断路器过载定值 10A、热继电器整定电流 8A)比对,偏差需控制在 ±5% 以内。测试顺序应遵循 “先控制回路后主回路、先空载后带载” 原则,确保发现问题时能快速定位,所有测试合格并记录存档后,方可正式投用。阿罗仕plc柜注重细节打磨,从接口到防护精益求精,让您使用更安心。3cplc柜OEM
阿罗仕plc柜注重安全性能,持有 CCC、ISO9001、CQC 认证,依不同要求定制。江苏生产线plc柜定做
plc柜出厂前需进行通电测试,验证控制逻辑和保护功能是否正常,这是确保plc柜产品质量、避免安装后出现故障的关键环节。通电测试前需先进行外观检查和绝缘电阻测试,确保柜体无变形、元件安装牢固、导线连接正确,绝缘电阻(相间、相对地)不小于 1MΩ。通电测试时,先接通控制回路电源,测试 PLC 编程逻辑是否符合设计要求,如按钮控制电机启停、指示灯状态是否与回路状态一致;再接通主回路电源,测试保护功能:模拟过载故障(通过调大负载电流),检查热继电器是否能及时动作切断回路;模拟短路故障(通过短接导线),检查断路器是否能快速分断;模拟漏电故障,检查漏电保护器是否能正常动作。测试过程中需记录各项参数(如动作时间、动作电流),若发现控制逻辑错误或保护功能失效,需及时调整元件参数或修改 PLC 程序,直至所有测试项目合格后,plc柜才能出厂。江苏生产线plc柜定做


