光伏配件的选材直接决定系统在25年生命周期内的可靠性,需综合考虑力学性能、环境适应性与成本效益。结构件普遍采用Q235B碳钢或Al6063-T5铝合金:前者成本低,适用于地面电站和承重屋面;后者轻量化、耐腐蚀,适合老旧厂房或高湿区域。表面处理是关键——热镀锌层厚度不得低于80μm,镀铝锌(55%Al-Zn)则提供更优抗腐蚀性,尤其适用于沿海或工业大气环境;不锈钢配件应选用SUS304及以上等级,避免使用201等劣质材料。电气连接件必须采用阻燃、耐紫外工程塑料(如PPO、PA66),内部端子为镀锡或镀银铜合金。所有材料需提供材质证明书,并通过盐雾、拉伸、弯曲等基础测试。在BIPV应用中,还需评估材料可回收性与建筑美学匹配度。宁波宇达光伏科技有限公司严格按照行业规范选材,所有原材料入库前均经复检,确保性能达标。光伏配件的标准是保障产品兼容性和安全性的关键,选购时要认准符合行业规范的产品。成都光伏配件
在光伏配件领域,可靠品牌的主要价值体现在材料一致性、工艺精度与长期服役表现上。目前市场认可度较高的制造商普遍具备自有生产基地、完整检测能力及实际项目验证经验。对于结构类配件,如支架、压块、导轨等,用户更倾向选择专注金属加工、拥有热镀锌或阳极氧化产线的企业,因其能有效控制防腐层厚度与力学性能;电气连接类配件则需关注是否通过TÜV、UL等国际安全认证,避免使用无标识或仿制MC4接头带来火灾隐患。BIPV专门配件因涉及建筑功能,对品牌的技术整合能力要求更高,需能提供从屋面排水到组件固定的系统方案。值得注意的是,部分“品牌”为贸易商贴牌,缺乏工程适配能力,采购时应查验其是否具备图纸深化、荷载计算及安装指导服务。宁波宇达光伏科技有限公司作为拥有三十余年制造经验的供应商,产品覆盖BIPV全系结构件,已为500余家客户提供定制化配件支持,注重品质与交付可靠性。淮安光伏配件智能化系统底座分散支架荷载,调整高度与水平,提供稳定支撑。

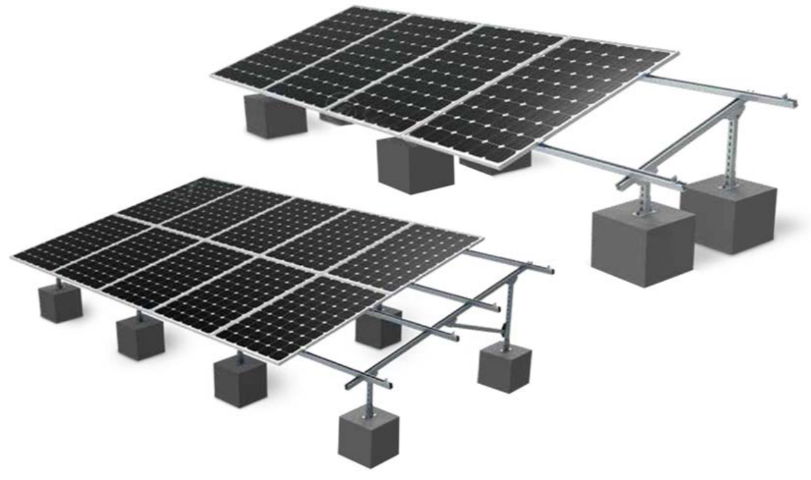
水泥平屋顶因其结构稳固、荷载能力强,成为工商业分布式光伏的理想载体,而适配此类屋面的配件系统需兼顾抗风稳定性与安装灵活性。底座配件多采用混凝土配重块或可调节支脚形式,无需破坏原有防水层,通过自重或微调高度适应屋面坡度,确保支架水平。横梁与立柱构成主要承力框架,通常选用Q235B热镀锌钢材,壁厚不低于2.0mm,连接处通过三角链接件形成稳定三角形受力结构,有效抵抗强风掀力。压块类配件则负责固定光伏组件,设计上兼容不同边框厚度,并预留热膨胀间隙,避免玻璃因应力集中而破裂。整套系统模块化程度高,可根据屋面障碍物灵活调整阵列布局,且所有金属接触面均做绝缘处理,防止电化学腐蚀。对于学校、医院等公共建筑项目,该方案因施工无噪音、无动火、不破坏屋面而备受青睐。宁波宇达光伏科技有限公司提供完整的水泥屋面光伏配件体系,包含可调底座、主次梁、三角支撑及压块,支持快速部署与长期可靠运行。
光伏配件更换通常发生在老化锈蚀、结构变形或系统扩容场景中,操作需谨慎以避免损伤组件或屋面。首先断开相关区域直流侧电源,确保作业安全;随后拆除受影响组件,松开压块或夹具螺栓,注意保留可复用的标准件。若为彩钢瓦夹具锈蚀,应选用同型号新品替换,严禁强行撬动以免撕裂瓦楞;水泥屋顶底座若沉降倾斜,需先清理旧配重块,重新找平后再安装新支脚。更换过程中,所有接触面应清洁并涂抹防腐膏,螺栓按原扭矩值紧固。对于BIPV屋面,如M水槽局部破损,可切割受损段后插入同规格新件,搭接处打耐候密封胶。更换后必须复测接地连续性与结构稳定性。建议由原厂或专业团队操作,避免非标替换引发兼容问题。宁波宇达光伏科技有限公司提供配件更换技术支持与备件供应,确保系统恢复后性能如初。光伏配件的支架采购要注重材质和工艺,优良的支架能为光伏组件提供稳固的支撑基础。

光伏支架调节螺栓,为光伏支架的角度调整提供了便利,它是实现光伏组件高效发电的关键部件之一。通过旋转调节螺栓,可以轻松改变支架的倾斜角度和方位角,使光伏组件能够根据不同地区的地理纬度、季节变化以及太阳的运行轨迹,调整到较佳的采光角度,从而提高光伏发电效率。在不同季节,太阳的高度角和方位角会发生明显变化。比如在冬季,太阳高度角较低,光伏组件需要更大的倾斜角度来接收更多阳光;而在夏季,太阳高度角较高,组件的倾斜角度则需相应减小。调节螺栓的存在让这种调整变得简单易行。调节螺栓一般采用较强度合金钢制造,具有良好的耐腐蚀性和调节精度。其设计应便于操作,通常会有清晰的刻度或标识,方便操作人员准确调整角度。同时,具备可靠的锁定功能,在调整到合适角度后,能够防止因外力作用而发生松动,确保光伏组件始终保持在较佳工作状态。塑料或金属电缆夹,夹紧力强、耐腐,适配电缆。广安光伏配件一站式解决方案
国产准确BIPV准确配件在技术上不断突破,能满足国内各类光伏建筑一体化项目的设计与安装要求。成都光伏配件
光伏配件的加工过程融合了精密金属成型与表面防护技术,以确保在户外严苛环境下长期稳定运行。主流工艺始于原材料开卷校平,随后根据设计图纸进行数控冲孔、激光切割或辊压成型——例如C型钢导轨通过连续辊压机一次成型,保证全长直线度误差小于1.5mm/m;压块、夹具等复杂件则多采用多工位冲压,实现高效率与尺寸一致性。关键受力部位如螺栓孔周边常做去毛刺与倒角处理,防止应力集中。焊接件(如三角连接件)采用机器人CO₂保护焊,焊缝经打磨后整体热浸镀锌,锌层厚度不低于80微米。铝合金配件则通过挤压加T5时效处理提升强度,并进行阳极氧化着色以增强耐候性。所有工序均在ISO质量管理体系下执行,成品需经过盐雾测试、拉力试验及尺寸抽检。宁波宇达光伏科技有限公司拥有从下料、成型到表面处理的全流程生产线,可按项目需求灵活调整工艺参数,保障配件性能与交付周期。成都光伏配件




