在工业领域,不同行业对水处理设备有着特殊的需求,相应地需要定制化的解决方案。在化工行业,由于废水中含有大量的有毒有害化学物质,如重金属离子、有机污染物等,水处理设备需要具备强大的化学物质去除能力。通常采用化学沉淀、氧化还原、高级氧化等工艺与膜分离技术相结合的方式。例如,先通过化学沉淀法去除大部分重金属离子,再利用芬顿氧化等高级氧化工艺降解有机污染物,然后通过反渗透膜进行深度处理,实现废水达标排放或回用。水处理设备需考虑环境影响和法规要求。广东深圳工业循环水处理设备现货直发
水处理设备的有效运行不仅依赖于昂贵技术的应用,还需要科学的操作和细致的维护。操作人员需经过专业培训,熟悉设备的工作原理、处理流程以及各项控制参数,确保设备在较佳状态下运行。同时,定期维护和检查设备也是必不可少的,包括对泵、阀门、仪表及控制系统的检测,及时排除故障,避免停机或处理效率下降。此外,还需定期对设备内的滤料、膜组件等易损件进行更换,以保持设备处理能力。通过科学的操作与维护,可以延长设备的使用寿命,提高水处理效果,保障水资源的安全和可持续利用。郑州锅炉水水处理设备现货直发电渗析技术用于离子的分离和浓缩。

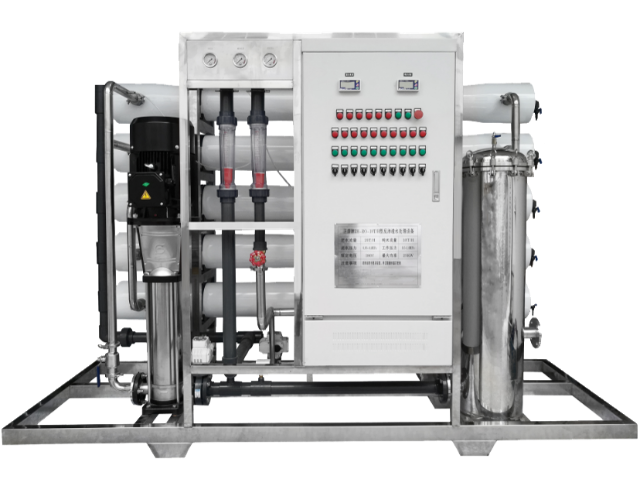
随着工业4.0时代的推进,水处理设备的自动化控制技术显得尤为重要。传统的水处理往往依赖人工操作,不仅效率低下,也容易出现误差。近年来,采用PLC(可编程逻辑控制器)、SCADA(控与数据采集)系统等自动化技术,水处理过程得更加智能化和高效化。这些系统可以实时监控水质、设备运行状态,并根据不同需求自动调整工作参数,提高水处理的活性和精确性。此外,远程监控和管理也为操作人员提供了极大的便利,避免了频繁的现场巡视。
磁分离水处理设备是利用磁场的作用,使水中的磁性或可磁化颗粒(如铁、锰等金属离子及其氧化物)在磁场中受到磁力作用而发生聚集和分离,从而实现水的净化。磁分离设备具有处理效率高、占地面积小、运行稳定、易于维护等优点,特别适用于处理含有大量磁性或可磁化颗粒的废水。此外,磁分离设备还能够去除水中的部分有机物和胶体物质,提高水质的透明度和清洁度。磁分离技术在水处理领域具有普遍的应用前景,是实现水资源高效利用和节能减排的重要手段之一。水处理设备的故障诊断和报警系统提高了可靠性。
膜生物反应器(MBR)水处理设备:膜生物反应器(MBR)水处理设备是将膜分离技术与生物处理技术相结合的一种新型水处理设备。它利用膜组件的高效截留作用,将生物反应器中的微生物截留在反应器内,形成高浓度的活性污泥,同时利用微生物的降解作用去除水中的有机物、氮、磷等污染物。MBR设备具有出水水质好、占地面积小、污泥产量低、易于维护等优点,普遍应用于城市污水处理、工业废水处理、中水回用等领域。此外,MBR设备还具有运行稳定、自动化程度高、操作简单等特点,是实现水资源循环利用和节能减排的重要技术手段之一。水处理设备的出水质量监测是日常运行的一部分。河南郑州泳池水处理设备市场价格
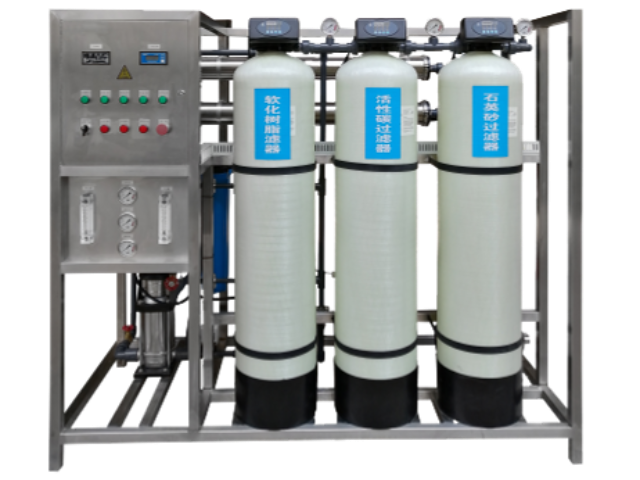
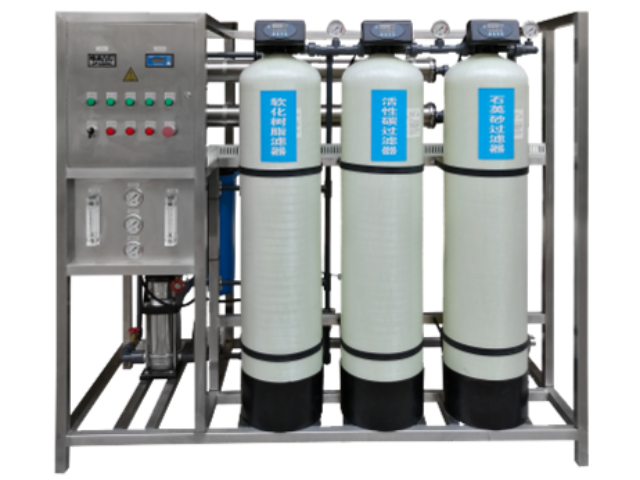
反渗透水处理设备能去除水中的重金属和细菌,确保饮用水安全。广东深圳工业循环水处理设备现货直发
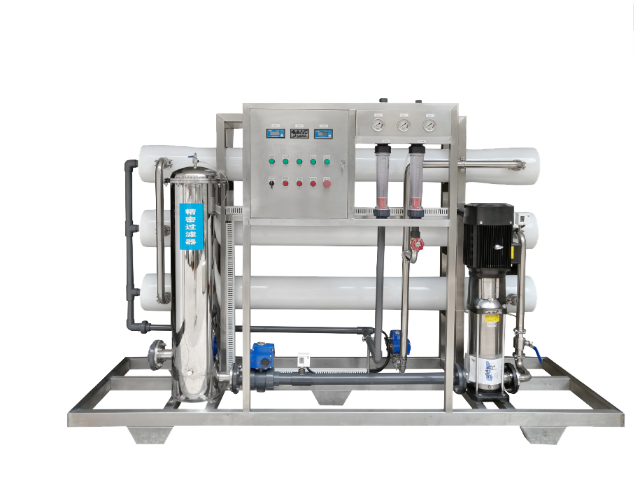
随着资源的紧缺与环保要求的提升,工业水回用逐渐成为水处理设备的重要应用领域。通过先进的水处理技术,工业企业可以将生产过程中产生的废水经过处理后再次利用,降低企业的水资源消耗和污水排放。一般来说,工业水回用主要经过预处理、膜处理和后续消毒等工艺流程,使得回用水达到生产工艺的要求。例如,在炼油、制药及化工等行业,经过严格处理后的废水可用于冷却、清洗等非直接接触生产的环节。实施水回用不仅能降低运营成本,同时符合可持续发展的要求。广东深圳工业循环水处理设备现货直发