AI(人工智能)、BI(商业智能)和数字孪生是锦上添花的系统,原因如下:(人工智能):AI技术可以为工厂管理软件系统提供智能化的功能和决策支持。通过机器学习和深度学习等技术,AI可以对大量的数据进行分析和挖掘,从中发现隐藏的模式和规律,提供准确的预测和建议。AI还可以自动化一些重复性的任务,提高生产效率和质量。因此,将AI技术应用于工厂管理系统可以提升系统的智能化水平,优化决策和运营效果。(商业智能):BI技术可以帮助企业从海量的数据中提取有价值的信息和洞察,支持决策者做出准确的决策。通过数据可视化、报表和分析工具,BI系统可以将复杂的数据转化为易于理解和使用的信息,帮助管理者了解企业的运营状况、趋势和问题。将BI技术应用于工厂管理系统可以提高数据的可视化和分析能力,帮助企业更好地监控和管理生产过程,及时发现问题并采取措施。3.数字孪生:数字孪生是将实际物理系统与其数字模型相结合的概念。通过建立物理系统的数字副本,可以实时模拟和监控物理系统的运行状态。数字孪生技术可以帮助企业更好地理解和优化生产过程,预测和解决潜在问题。通过与工厂管理系统的结合,数字孪生可以提供更准确的模拟和预测能力。 很多企业的数字化工作。有些人人为上了ERP就万事大吉,其实工厂内部管理问题的数字化才是解决问题的根本!常州生产管理系统哪家不错

企业在做数字化转型需要那些系统,那么就需要看企业的中心业务是什么了,围绕着中心业务来做扩展,系统大可不必的全做集成。如果公司是以销售为中心,那么就是怎么去管理客户和企业内部的协作,数字营销这一块才是重点。如果你是生产型的企业,那还要区分你是流程型生产制造还是离散型生产制造,还是你们本身是服务型企业等。数字化转型难道就是使用这些软件吗?这些软件是你信息化的开始,数字化是需要在信息化的基础上进行的,只有把企业的所有信息都变为数据,通过把各业务上的数据利用起来,才实现的是数字化。常州生产管理系统哪家不错系统本身不产生价值,但他是照妖镜体检表会给企业管理者找出毛病做出改善!

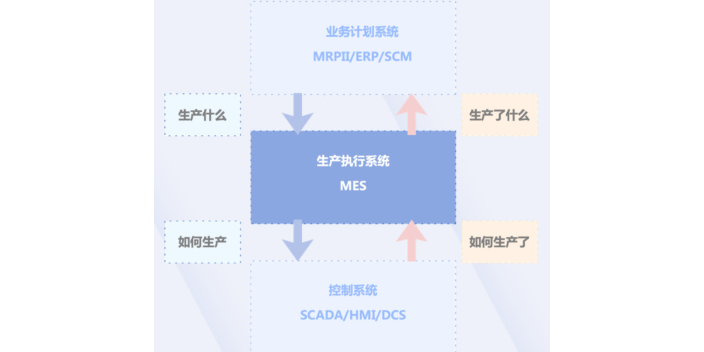
MOM制造运营管理系统聚合了从控制、自动化以及SCADA系统出来的海量数据并将其转换成关于生产运营的有用信息。通过结合自动化数据和从员工以及其他过程所获取到的数据,MOM制造运营管理提供了一个更完整、实时的对所有工厂以及更多的是整个供应链的观察。精益智能制造是以精益生产原理为中心,借助智能制造解决方案中的大数据、物联网、云计算及相关信息系统等新技术在多个维度对企业及价值链的创新性整合、重塑与创新,使整个产业链的参与者在一个灵活、自主、开放的合作体系中参与完成产品的开发到销售乃至产品生命结束。MOM系统中包含IOT、WMS、MES、EAM、QMS五大组成部分,其通过数据采集、数据核验,数据可视化,对从物料入厂到成品出库,形成了物与信息流的完全同步,作业过程标准化,防呆防错、可追溯,从信息流上支撑了自働化和JIT的效率、准确性与质量。并为后续进行PDCA改善,提供了详实的数据。
MES系统(ManufacturingExecutionSystem)在电子制造业中起着至关重要的作用。电子制造业是一个高度自动化和复杂的生产过程,涉及到多个工序和环节。MES系统通过对生产过程的监控和控制,帮助电子制造企业实现生产过程的优化和管理。本文将对MES系统在电子制造业中的应用进行介绍。首先,MES系统在电子制造业中的一个重要应用是生产过程控制。电子制造业的生产过程通常包括多个工序和环节,需要进行详细的生产过程控制。MES系统可以对生产设备和工艺过程进行实时监控和控制,确保产品的质量和一致性。它可以对生产过程中的关键参数进行监测和控制。MOM软件系统的复杂度和定制度在客户需求的面前是很难兼顾的,需要软件系统商做很多说服培训工作!

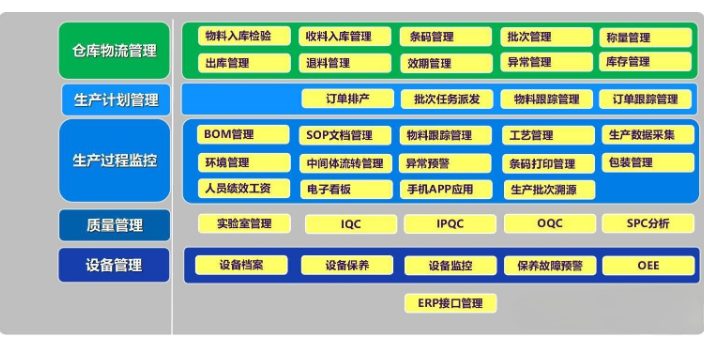
MES系统具有多种功能,包括生产计划管理、生产过程控制、质量管理、设备管理和物料追踪等。生产计划管理功能可以帮助企业制定和执行生产计划,确保生产进度的准时和顺利。生产过程控制功能可以监控和控制生产设备和工艺过程,确保产品的质量和一致性。质量管理功能可以对产品进行质量检测和追溯,确保产品符合质量标准。设备管理功能可以对生产设备进行维护和管理,确保设备的正常运行。物料追踪功能可以对物料的流向和使用情况进行追踪,确保物料的合理使用和管理。成都众和昊天科技有限公司MOM系统为离散制造业提供可靠的一体化解决方案。为企业数字化转型做出贡献!常州生产管理系统哪家不错
成都众和昊天科技有限公司为离散加工企业提供mom(MES)系统助力企业数字化转型升级提升企业盈利水平!常州生产管理系统哪家不错
MES系统的发展趋势之二是向云计算和移动化方向发展。随着云计算和移动互联网的普及,MES系统可以通过云计算技术实现对生产数据的集中存储和管理,提高数据的安全性和可靠性。同时,MES系统还可以通过移动化的方式,实现对生产过程的实时监控和管理。例如,企业的管理人员可以通过手机或平板电脑随时随地查看生产数据和报表,及时了解生产情况,做出相应的决策。,MES系统的发展趋势之三是向供应链集成和协同化方向发展。随着供应链的日益复杂和全球化,MES系统可以通过与供应链管理系统的集成,实现对整个供应链的协同管理。例如,MES系统可以与企业的供应商和客户的信息系统进行集成,实现对物料的供应和产品的交付的实时跟踪和管理,提高供应链的效率和灵活性。综上所述,MES系统在制造业中的发展前景广阔。随着信息技术的不断发展,MES系统的功能和应用领域还将不断扩展,为制造企业带来更多的价值和竞争优势。企业在应用MES系统时需要充分把握其发展趋势,合理规划和管理MES系统的实施和运维,以实现比较大的效益和竞争优势。常州生产管理系统哪家不错
MES/MOM 系统与企业的库存管理系统紧密集成,实现了对原材料、在制品和成品库存的实时监控和准确管...
【详情】MES/MOM 系统通常采用分层架构设计,包括数据采集层、业务逻辑层、数据存储层和用户界面层。数据采...
【详情】在库存管理方面,MES/MOM 系统同样发挥着重要作用。它们可以实时监控原材料、在制品和成品的库存数...
【详情】MES系统(ManufacturingExecutionSystem)是一种用于生产过程管理的信息系...
【详情】首先,MES系统的云化是一个重要的发展趋势。随着云计算技术的成熟和普及,越来越多的企业将MES系统部...
【详情】MES系统(ManufacturingExecutionSystem)是一种用于生产过程管理的信息系...
【详情】