MOM(ManufacturingOperationsManagement,制造运营管理)、ERP(EnterpriseResourcePlanning,企业资源计划)和PLM(ProductLifecycleManagement,产品生命周期管理)是工厂数字化改造中的重要系统,它们可以解决大部分工厂的数字化需求,但并不是所有需求都能完全覆盖。MOM系统主要关注生产过程的实时监控和控制,包括生产计划管理、生产调度、生产执行、质量管理等功能。它能够提供实时的生产数据和指标,帮助企业实现生产过程的优化和自动化。MOM系统的应用范围较为更大外延,可以满足大部分工厂的数字化需求。ERP系统是企业管理的中心系统,涵盖了财务、采购、销售、人力资源等方面的功能。它可以实现企业资源的有效配置和成本的控制,与MOM系统的对接可以实现生产数据和财务数据的交互。ERP系统在工厂数字化改造中起到了重要的角色,但它更侧重于企业整体管理,对于生产过程的实时监控和控制能力相对较弱。PLM系统主要用于产品的整个生命周期管理,包括产品设计、工艺规划、生产执行等环节。它可以实现产品信息和生产信息的集成,提高产品开发和生产的协同效率。PLM系统在工厂数字化改造中对于产品生命周期的管理非常重要,但它并不能完全满足工厂的所有数字化需求。 工业企业所需用到的系统,各有优势和用途,但MOM系统的整合性和泛用性在其中作用凸显值得关注!设备联网系统企业排名
MOM系统(ManufacturingOperationsManagement)是一种用于管理制造业生产过程的信息系统。在汽车制造业中,MOM系统的应用非常广,它可以实现对整个生产线的管理,提高生产效率和质量。本文将重点介绍MOM系统在汽车制造业中的应用。首先,MOM系统可以实现对汽车生产过程的全面管理。汽车制造涉及到多个环节,包括车身焊接、涂装、总装等。通过MOM系统,可以对这些环节进行统一管理,实现生产计划的制定和调度,确保生产任务的按时完成。例如,在车身焊接环节,MOM系统可以根据生产计划和设备状态,合理安排焊接任务的执行顺序,提高焊接效率和质量;在涂装环节,MOM系统可以实时监控涂装过程中的温度、湿度等参数,确保涂装质量符合要求;在总装环节,MOM系统可以对零部件的供应和装配进行管理,确保总装过程的连续性和质量。机加组装系统服务商MOM系统是中小企业数字化改造工作可靠的工具和抓手!
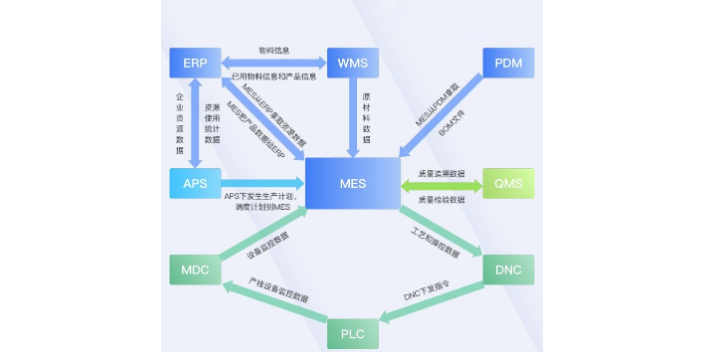
ERP的功能已经基本完善了,但是原材料从仓库出库,到成品入库这整个的生产环节的物流监控,通常是缺失的,要靠MES来串联物流数据,并与ERP、MES等系统打通接口,这就是大家常说的“系统为啥孤立,为啥都成了数字孤岛”,用我们的术语叫“系统协同”。账物不准确的一个原因就是制造过程的物料数据无法实时、准确的与财务系统透传。而这个透传不光是打开接口这么简单,靠的是严密的逻辑来处理几乎所有制造过程所面临的物料流程,比如BOM标准化、紧急上料、报废、不良品、退库、零头箱处理等等琐碎的流程。这些流程一旦有一个点未被处理,都会造成数据的不完整和系统数据的不准确。成都众和昊天科技有限公司秉承“以客户为中心,伴客户共成长”的企业文化理念。为客户持续提供针对性的企业数字化改造服务。让企业获得货真价实的提升与收益。
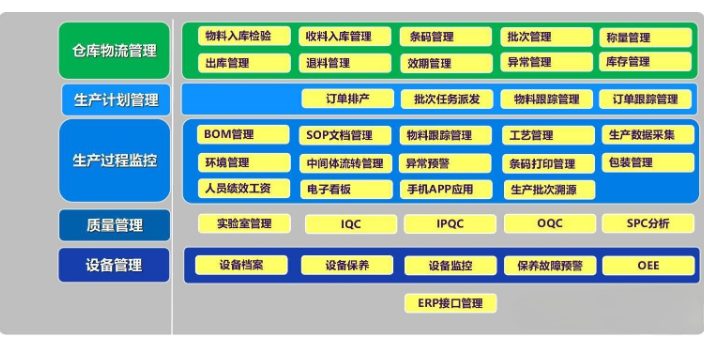
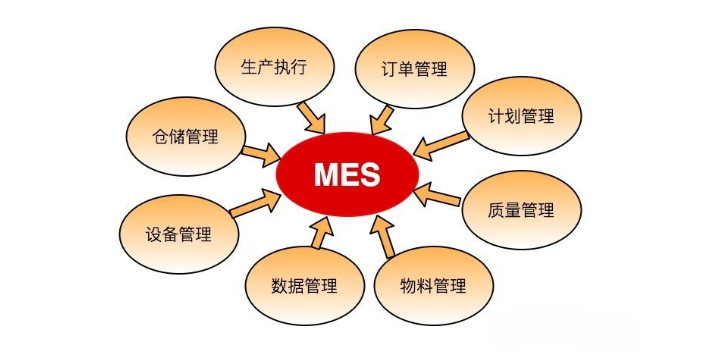
MOM系统(ManufacturingOperationsManagement)是一种用于管理制造业生产过程的信息系统。它通过集成各个生产环节的数据和信息,实现对生产过程的监控、控制和优化,提高生产效率和质量。本文将对MOM系统的概念、功能和应用进行详细介绍。首先,MOM系统是一个综合性的管理系统,它包括了生产计划、生产调度、物料管理、质量管理、设备管理等多个模块。通过这些模块的协同工作,MOM系统能够实现对整个生产过程的全面管理。例如,生产计划模块可以根据市场需求和资源情况,制定合理的生产计划;生产调度模块可以根据生产计划和设备状态,合理安排生产任务的执行顺序;物料管理模块可以实现对原材料和成品的库存管理,确保生产过程的连续性;质量管理模块可以对生产过程中的关键环节进行监控和控制,确保产品质量符合要求;设备管理模块可以对设备的使用情况进行监控和维护,提高设备的利用率和寿命。系统本身不产生价值,但他是照妖镜体检表会给企业管理者找出毛病做出改善!

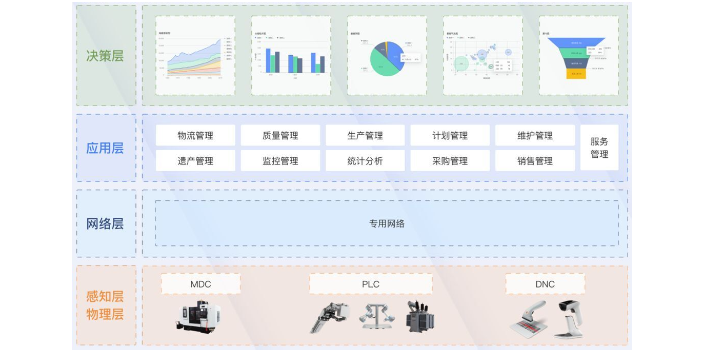
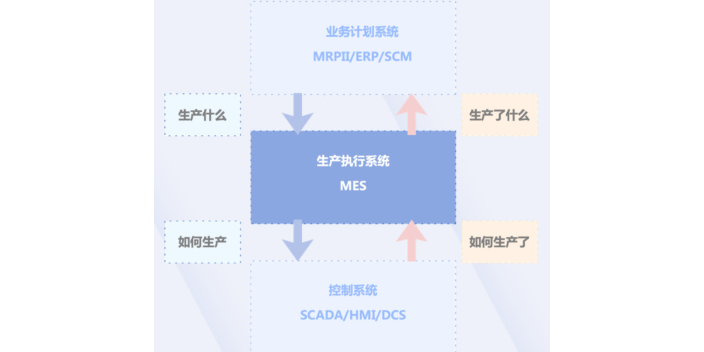
工厂管理软件系统可以根据功能和应用领域的不同进行分类。以下是几种常见的分类方式:1.制造执行系统(MES,ManufacturingExecutionSystem):主要关注生产过程的实时监控和控制,包括生产计划管理、生产调度、生产执行、质量管理等功能。2.企业资源计划系统(ERP,EnterpriseResourcePlanning):涵盖了企业管理的中心功能,包括财务、采购、销售、人力资源等方面的管理。3.产品生命周期管理系统(PLM,ProductLifecycleManagement):主要用于产品的整个生命周期管理,包括产品设计、工艺规划、生产执行等环节。4.客户关系管理系统(CRM,CustomerRelationshipManagement):用于管理和维护与客户的关系,包括销售管理、客户服务、市场营销等功能。5.供应链管理系统(SCM,SupplyChainManagement):用于管理和优化供应链中的物流、库存、采购等环节,实现供应链的高效运作。6.质量管理系统(QMS,QualityManagementSystem):用于管理和控制产品质量,包括质量检验、质量控制、不良品管理等功能。7.设备管理系统(EMS,EquipmentManagementSystem):用于设备的维护和管理,包括设备保养、故障管理、设备利用率分析等功能。8.能源管理系统(EMS。 CAD软件是指利用计算机及其图形设备帮助工程师设计和制造实体产品的软件程序。江苏生产管理系统
四川离散加工行业、电子行业和组装行业的专业MOM软件系统供应商成都众和昊天科技有限公司!设备联网系统企业排名
系统和系统的孤岛现状是指企业内部存在多个单独运行的系统,它们之间缺乏有效的集成和数据共享,导致信息孤立和业务流程不畅。为了打破系统孤岛现状,可以采取以下措施:1.引入集成平台:引入一个统一的集成平台,可以将各个系统连接起来,实现数据的交换和共享。集成平台可以通过接口、中间件或数据仓库等方式,将不同系统的数据整合在一起,实现系统之间的互联互通。2.数据标准化和规范化:对企业内部的系统进行数据标准化和规范化,确保不同系统之间的数据格式和数据定义一致。这样可以降低数据集成的难度,提高数据的可靠性和一致性。3.业务流程优化:对企业内部的业务流程进行优化和重新设计,使得各个系统之间的数据流动更加顺畅和高效。通过优化业务流程,可以减少系统之间的数据传递和手工操作,提高工作效率和减少错误。4.数据共享和权限管理:建立合适的数据共享机制和权限管理体系,确保系统之间的数据可以按需共享,同时保护敏感数据的安全和隐私。通过合理的权限管理,可以控制系统之间数据的访问权限,防止数据泄露和滥用。5.采用统一的技术标准和架构:在系统的选择和开发过程中,采用统一的技术标准和架构,确保不同系统之间的兼容性和可集成性。 设备联网系统企业排名
数字化转型的成功不仅取决于系统的功能完备,更取决于系统的实际应用效果,成都众和昊天的系统以操作便捷性...
【详情】成都众和昊天科技有限公司的 MES/MOM 系统,在设备管理领域实现了智能化升级,为制造企业设备高效...
【详情】汽车零部件行业供应链复杂,协同管理难度大。成都众和昊天科技有限公司的 MES(MOM)系统为汽车零部...
【详情】成都众和昊天科技有限公司始终坚持技术创新,持续推动 MES/MOM 系统迭代升级。公司密切关注工业互...
【详情】数字化转型不仅是技术与流程的升级,更是人才队伍的转型,成都众和昊天的系统充分考虑企业人员适配性,助力...
【详情】